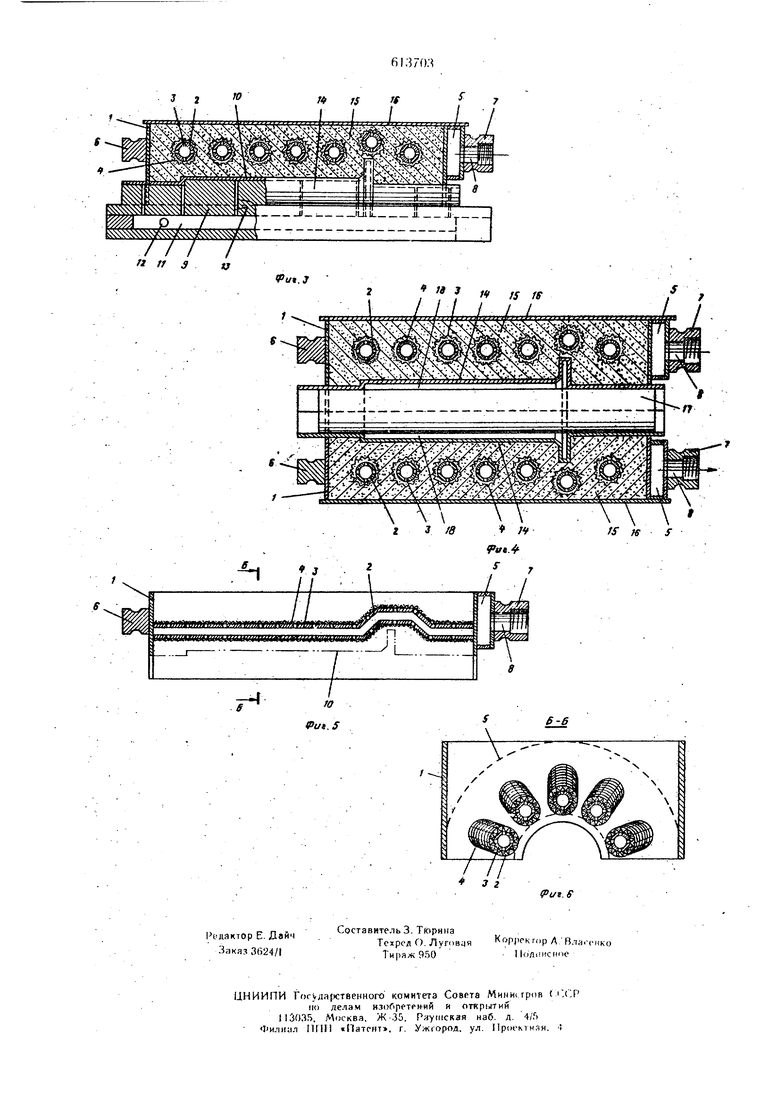
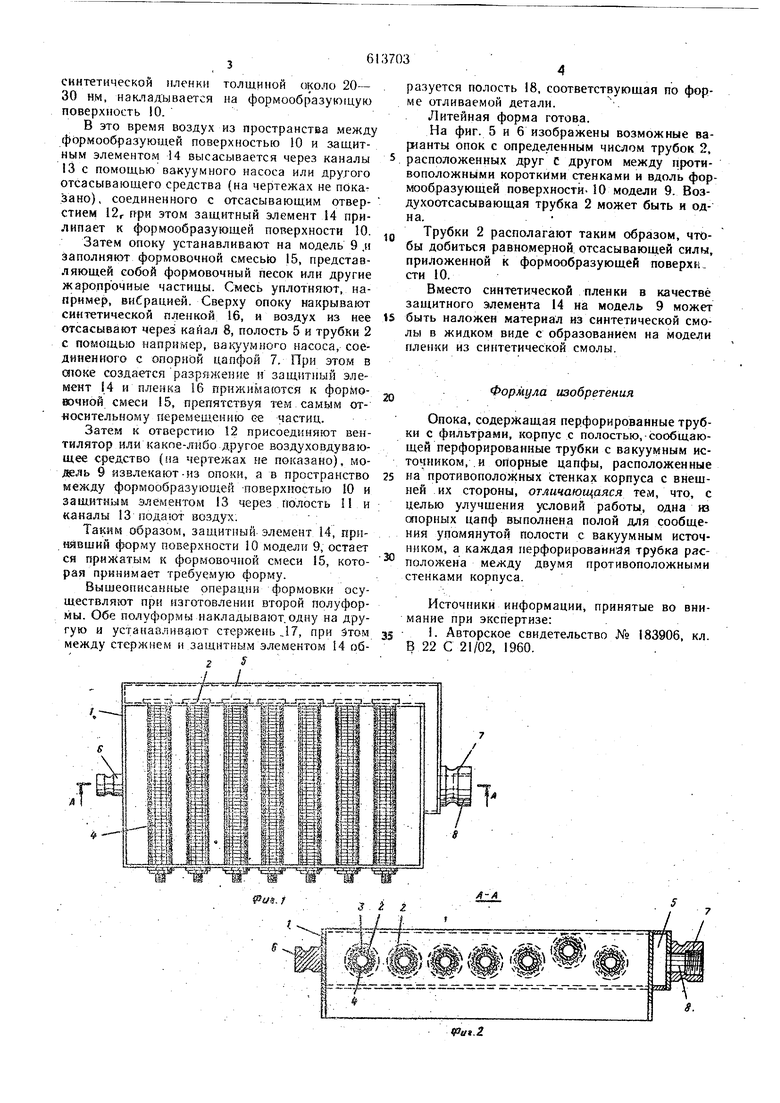
(54) ОПОКА синтетической пленки толщиной около 20- 30 нм, накладывается на формообразующую поверхность 10. В это время воздух из пространства между формообразующей поверхностью Ю и защитным элементом И высасывается через каналы 13 с помощью вакуумного насоса или другого отсасывающего средства (на чертежах не показано), соединенного с отсасывающим отверстием 12г (три этом защитный элемент 14 прилипает к формообразующей поверхности 10. Затем опоку устанавливают на модель 9 ,и заполняют формовочной смесью |5, представляющей собой формовочный песок или другие жаропрочные частицы. Смесь уплотняют, например, вибрацией. Сверху опоку накрывают синтетической пленкой 16, и воздух из нее отсасывают через канал 8, полость 5 и трубки 2 с помощью например, вакуумного насоса, соединенного с опорной цапфой 7, При этом в (яюке создается разряжение и защитный элемент 14 и пленка 16 прижимаются к формовочной смеси 15, препятствуя тем самым относнтельному перемеа1ению се частиц. Затем к отверстию 12 присоединяют вентилятор или какое-либо другое воздуховдувающее средство (на чертежах не показано), модель 9 извлекают-из опоки, а в пространство между формообразуюихей -поверхиостью 10 и защитным элементом 13 через полость 11 и каналы 13 подают воздух; Такйм образом, защитный- элемент 14, принявший форму поверхности 10 модели 9, остает ся прижатым к формовочной смеси 5, которая принимает требуемую форму. Вышеописанные операции формовки осуществляют при изготовлении второй полуформы. Обе полу4)ормы накладывают.одну на другую и устанаЗливают стержень .17, при Зтом между стержнем и защитным элементом 14 образуется полость 18, соответствующая по форме отливаемой детали. Литейная форма готова. На фиг. 5 и б изображены возможные варианты Опок с определенным числом трубок 2, расположенных друг С другом между противоположными короткими стенками и вдоль формообразующей поверхности. 10 модели 9. Воздухоотсасывающая трубка 2 может быть и одна. Трубки 2 располагают таким образом, чтобы добиться равномерной отсасывающей силы, приложенной к формообразующей поверхн, сти 10. Вместо синтетической пленки в качестве защитного элемента 14 на модель 9 может быть наложен материал из синтетической смолы в жидком виде с образованием на модели пленки из синтетической смолы. Формула изобретения Опока, содержащая перфорированные трубки с фильтрами, корпус с полостью, сообщающей перфорированные трубки с вакуумным источником, и опорные цапфы, расположенные на противоположных стенках корпуса с внещней их стороны, отличающаяся тем, что, с целью улучщения условий работы, одна из опорных цапф выполнена полой для сообщения упомянутой полости с вакуумным источником, а каждая перфорированиая трубка расположена между двумя противоположными стенками корпуса. Источники информации, принятые во внимание при экспертизе: 1- Авторское свидетельство № 183906, кл. В 22 С 21/02, I960.
./
А-А
3 2
Ь )( itSVtt
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1980 |
|
SU910319A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Опока для вакуумной формовки | 1989 |
|
SU1759526A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Опока для вакуумной формовки | 1979 |
|
SU839663A1 |