I
Изобретение относится к машиностроению и, в частности к конструкции оснастки для обработки давлением.
Известен многопуансонный штамп, содержащий подвижную и неподвижную плиты, в одной из которых установлены пуансоны с возможностью осевого перемещения ij .
Недостатком известной конструкции штампа является невозможность его использования для рихтовки.
Цель изобретения - расширение технологических возможностей конструкдни.
Для зтого пресс снабжен валом с приводной головкой, а последняя -г . воздействуюошми на пуансоны толкателя ми, при этом поверхности подвижной и неподвижной плит, обращенные одна и другой, выполнены цилиндрическими, соответственно вогнутой и выпуклой,, а приводная головка установлена на вгьпу с возможностью ее одновременного вращения и осевого перемещения.
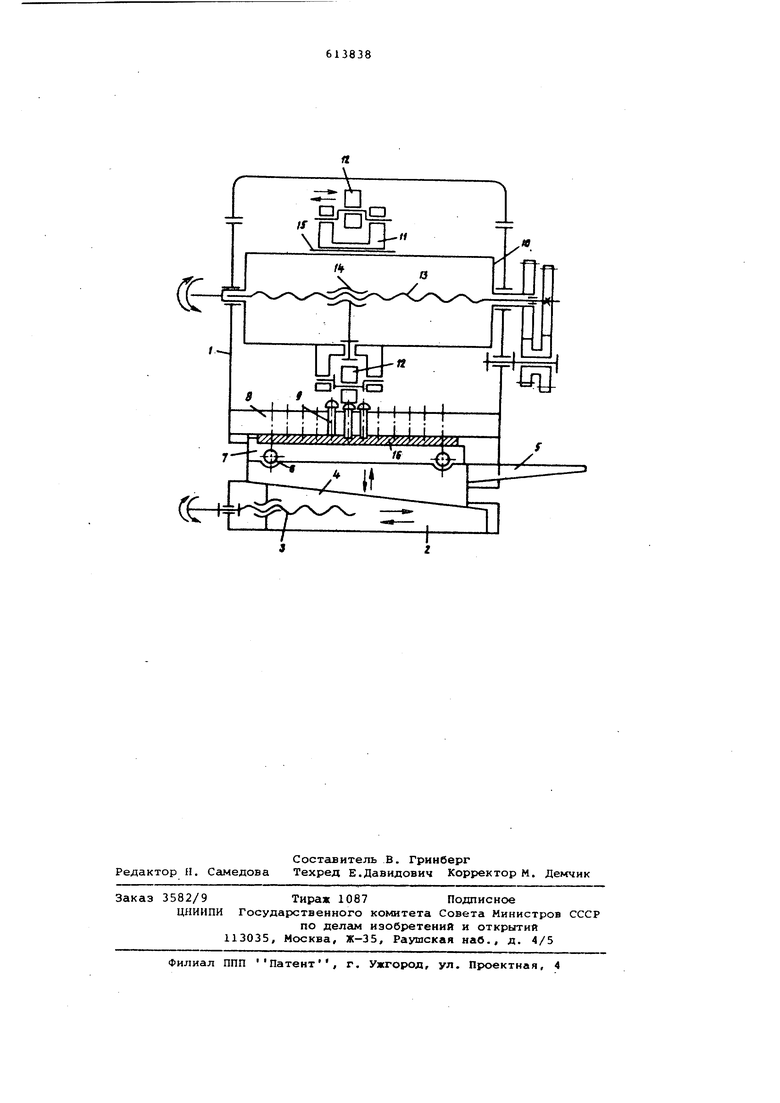
Изобретение пояснено чертежом, где схематически изображен многопуансониый штамп, пр едназначеннь1й для рихтов
г
ки цилиндрических изделий (гальваностереотипов) .
В направляющих станины 1 установлен нижний клин 2, имеющий возможность перемещения только в горизонтальной плоскости под пеястви&А ходового винта 3 . На верхней плоскости нижнего клина 2 установлен верхний клин 4с возможностью перемещения в вертикальной плоскости при взаимодействии с нижнимклинсм 2. К верхнему клину 4 прикреплен стол 5, На верхний клин 4 и стол 5 опираемся снабженный роликами 6 формообразователь - чгиаа 7. в верхнем клине 4 выполнены пазы для разм цения в них роликов 6 чапш 7 в рабоч (заднем) положении. На ста,нине 1 жестко закреплен второй формообразователь - горбуша 8 с сеткой отверстий, в которые вставлены пуансоны 9. В станине t .на опорах установлен вал 10 соосно с горбу аей 8. На валу 10 установлена головка 11,снабженная толкателями 12. Головка 11, соединенная с ходовьм винтом 13 посредством гайки 14, имеет возможность перемещения в осевс « направлении по шпонке скольжения 15. Ходовой винт 13 установлен внутри вала 10 и кинематически связан с ним. Ходовой винт 3 и вгш 10 приводятся во вращение электродвигателем через редуктор и электромагнитные муфты (на чертеже не показаны).
Гальваностереотип 16 укладывается в чашу 7, выдвинутую в нерабочее (переднее) положение. Чашу 7 перемещают вручную по верхнему клину 4 в рабочее (заднее) положение, в котором ролики 6 чаши / попадают в пазы верхнего клина 4 и чаша 7 своей нижней опорной поверхностью ложится на плоскость верхнего клина 4.
После этого включают привод устройства, в результате чего приводится во вращение ходовой винт 3, перемещающий нижний клин 2 в правое положение. При этом верхний клин 4 вместе с чашей 7 перемещается вверх и зажимает гальваностереотип 16 между горбушей 8 и чашей 7. В зажатом положении диаметр гальваностереотипа 16 доводится до заданного и устраняется нецилиндричность печатающей поверхности. Затем приводится во вращение вал 10 и ходовой винт 13. Так как ходовой винт 13 имеет большую угловую скорость, чем вал 10, то за один оборот вала 10 головка. 11 переместится на шаг вдоль оси вала 10. При этом токатели 12 перемещаются по винтовой линии, нажимая последовательно на пуансоны 9 и вдавливая их в тыльную сторону гальваностереотипа 16. Таким образом, форма, приобретенная гальваностереотипом 16 при зажиме между формообразователями, окончательно фиксируется.
По окончании рабочего хода головки 11 начинает вращаться ходовой винт 3 перемещая нижний клин 2 в крайнее левое положение. При этом верхний клин 4 с чашей 7 и гальваностереотипом 16 опускается. Затем чаша 7 вручную выдвигается на стол 5, отрихтованный гальваностереотип 16 извлекается из чаши 7.
Рихтовка гальваностереотипа 16 производится при любом направлении движения головки 11, чем исключается холостой ход.
Применение заявляемого устройства для рихтовки гальваностереотипов позволяет сократить время рихтовки в несколько раз.
Благодаря последовательному воздействию на пуансоны 9 усилие проникновения которых в гальваностереоти 16 мало, требования к жесткости (весу) станины и мощности привода невелики.
Формула изобретения
Многопуансонный штамп, преимущественно для правки, содержащий неподвижную и подвижную плиты, в одной из которых установлены пуансоны с возможностью осевого перемещения, отлчающийся тем, что, с целью расширения технологических возможностей и повышения качества обрабатьшаемы изделий, он снабжен валом с приводной головкой, а последняя - воздействующими на пуансоны толкателями, при этом поверхности подвижной и неподвижной плит, обращенные одна к другой, вьтолнены цилин.дрическими, соответственно вогнутой и выпуклой, а приводная головка установлена на валу с возможностью ее одновременного вращения и осевого перемещения.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 268363, кл. В 21 D 28/14, 1968.
се

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Устройство для закладки самосмазывающегося материала в подшипник качения | 1987 |
|
SU1448161A1 |
| Устройство для зигзагообразной штамповки | 1977 |
|
SU889234A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Штамп для получения изделий с резьбовыми отверстиями | 1990 |
|
SU1776215A3 |