Изобретение относится к прокатному производству и может быть использовано на тонколистовых станах горя-с чей и холодной прокатки для получения полос повышенными требованиями к плоскостности.
Для получения плоской полосы необходимо равенство вытяжек по ее ширине в очаге деформации. Обычно равенства вытяжек добиваются подобием профиля межвалкового зазора и профиля полосы путем воздействия на активную образующую валка за счет станочных и/или принудительных (проти- воизгиб, дополнительный изгиб) профи- лировок. Важным фактором получения плоской полосы является эффект самовыравнивания вытяжек по ширине, обусловленный развивающимися процессами поперечного течения металла в очаге деформации (Григорян Г.Г., КоцарьС.Л., Железное Ю.Д. Изв.вузов. Черная металлургия, 1976, № 7, с.88-92).
Известен способ прокатки в клети кварто с выпуклыми опорными и вогнутыми рабочими валками для повышения , устойчивости процесса и улучшения качества проката. Сущность способа заключается в изменении жесткости валкового комплекта по середине бочек валков по мере их износа в месте контакта, что позволяет перераспреде-, лить вытяжки по ширине полосы при прокатке с краевой волнистости на центральную (коробоватость). Существенным недостатком способа является большая длительность в возможности перераспределения вытяжек по ширине полосы (кампания выработки опорных валков), а также неучет
XI
Qs
00
Ј
поперечного течения металла на вырав-- вытяжек,
Известен способ прокагки листов в клети кварто с выпуклыми опорными и вогнутыми рабочими валками для обеспечения равномерного распределения межконтактных усилий по длине боч- ки валков с целью получения листов постоянного поперечного сечения. Этот способ позволяет получать полосу с постоянным поперечным сечением, но не позволяет добиться выравнивания вытяжек по ширине полосы в очаге деформации за счет поперечного течение металла и, как следствие, уменьшения неплоскостности полосы.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ прокатки полос в клети кварто с выпуклые ми опорными и вогнутыми рабочими валками для расширения технологических тозможностей при использовании устройства принудительного изгиба. Однако и в этом случае не происходит интенсификации поперечного течения . металла в очаге деформации, и поэтому улучшение шлоскостности, прокатываемых полос не достигается.
Целью изобретения является повышение качества прокатываемых полос с чечевицеобразным поперечным сечением, преимущественно, за счет улучшения их плоскостности из-за развивающихся процессов поперечного течения металла в очаге деформации при тонколистовой прокатке.
Поставленная цель достигается тем, что в предлагаемом способе прокатки полос, включающем прокатку с противо- изгибом рабочих валков, выполненных с вогнутой профилировкой, стрелу BOI- нутости образующей рабочего валка и . величину усилия противоизгиба при прокатке устанавливают в пределах, обеспечивающих обращение осей рабочих валков выпуклостями друг к другу при сохранении.активной образующей вогнутой формы.
Предлагаемый способ расширяет диапазон усилий противоизгиба и устанавливает количественный уровень усилия противоизгиба в зависимости от усилия прокатки и вогнутости рабочего валка, перенося тем самым воздействие противоизгиба с активной образующей рабочего валка, известного из
прототипа оси.
и аналогов, на прогиб его
0
5
Таким образом, заявляемый способ соответствует критерию Новизна. Указанные признаки образуют новое свойство заявляемого способа прокатки, не совпадающее со свойствами известных решений, заключающееся в интенсификации поперечного течения металла в очаге деформации и самовыравнивания вытяжек по ширине полосы, что является определяющим в достижении поставленной цели. Технические ре- решения со сходными признаками, отличающими заявляемое решение от прототипа, не обнаружены, поэтому заявляемый способ прокатки полос обладает существенными отличиями.
Известно, что разност-ь вытяжек по ширине полосы может приводить к появлению остаточных напряжений, превосходящих критические, при которых по5 лоса теряет плоскую форму. Уровень остаточных напряжений в полосе оказывается меньше, чем рассчитанный по схеме плоской деформации, что объясняется поперечным течением металла
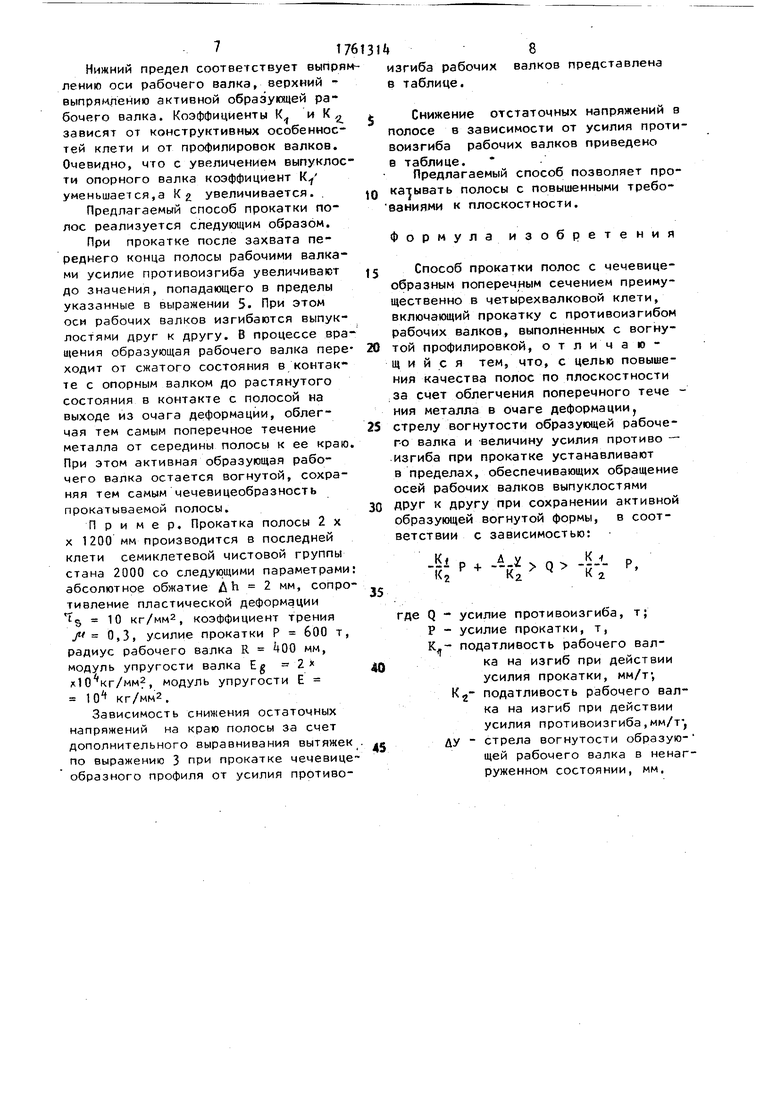
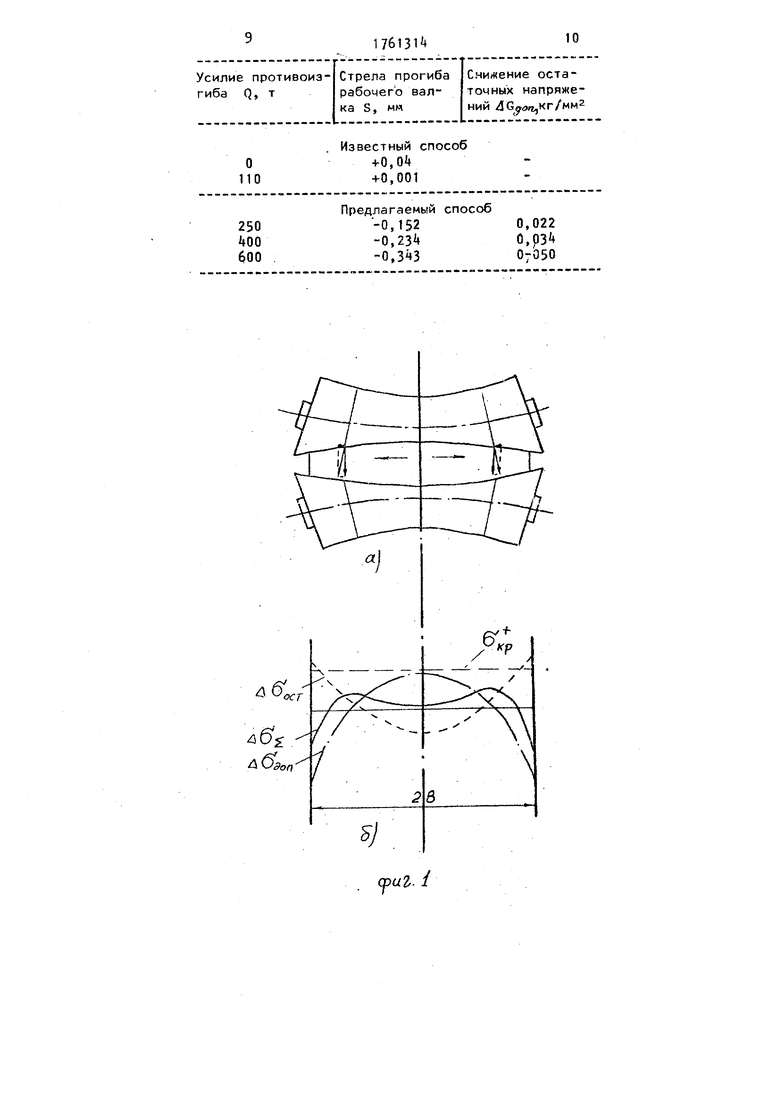
0 в очаге деформации. Характер попереч- ного скольжения металла по валку зависит от величины противоизгиба рабочих валков. При усилении противоизгиба, обеспечивающем обращение осей
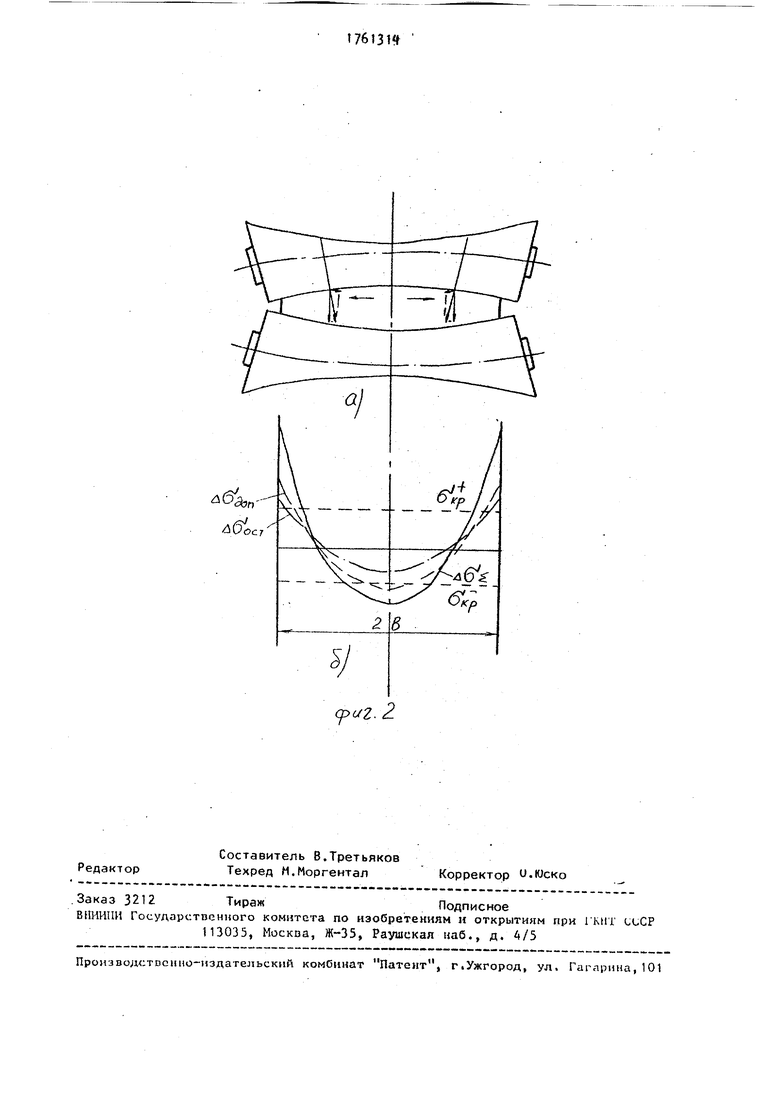
5 рабочих валко выпуклостями друг к дру- ту 1фиг.)а;, поперечному течению металла способствует горизонтальная составляющая скорости валка в направлении от середины полосы к ее краю. Тад ким образом, неравномерность вытяжек в середине полосы и на ее краях уменьшается, снижая остаточные напряжения, величина которых не превышает критического значения потери устойчивости (фиг.16). При усилиях противоизгиба, Не обеспечивающих обращение осей рабочих валков выпуклостями друг к другу, горизонтальная составляющая скорости валка препятствует поперечному течению металла в направлении от середины полосы к-ее краю (фиг.2а, В этом случае неравномерность вытяжек увеличивается, а величина остаточных напряжении (превысит критическое значение образования волнистости (фиг о 26).
Для учета поперечного течения металла в очаге деформации вводят коэффициент 0 Р 1. характеризующий
5
0
5
ослабление остаточных напряжений в полосе.
, Ј Е ,
где АбосТ величина остаточных напряжений;
Е - модуль упругости материала ПОЛОСЫ;
Л1 - разность между вытяжкой в текущей точке по ширине полосы и средней вытяжкой;1 - средняя вытяжка по ширине
полосы.
При представлении неравномерности относительных вытяжек в очаге деформации разложением
... «|
коэффициент Р , учитывающий поперечное течение металла, запишется в виде
1 .
(2)
где А -, и i - амплитуда и номер гармоники неравномерности относительных вытяжек
6Т31
JQ
15
Ц6
энергии остаточных напряжений (деформаций) , уменьшая в свою очередь амплитуду относительной неравномерности этих напряжений (деформаций). Реализовать такой способ прокатки
можно с помощью противоизгиба рабочих валков, обеспечив обращение осей рабочих валков выпуклостями друг к другу. Тогда дополнительное выравнивание вытяжек, получаемое из принципа минимума суммарной мощности, расходуемой на прокатку и накопление остаточных напряжений в полосе, имеет вид -,
(-H (Ki-H
(3)
где
hiai2.§ 2h0B2
S - стрела прогиба в центре бочки рабочего валка относительно края полосы, R - радиус рабочего валка. Полоса после прокатки не потеряет плоской формы, если
ЭО
ДСОСТ + &G00n GKP
(4)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ОЦИНКОВАНИЯ | 2008 |
|
RU2379140C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ прокатки полос | 1982 |
|
SU1036409A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
Сущность изобретения: прокатку ведут в рабочих валках с вогнутой профилировкой и противоизгибом. Усилие поотивоиэгиба .и стрелу вогнутости образующей рабочего валка устанавливают такими, чтобы оси валков были обращены выпуклостями друг к дру- -у, а активная образующая оставалась вогнутой. Способ позволяет улучшить плоскостность полосы. 2 чл., 1 табл.
К2
. 16
Е 1 h cp
ЛЬ
где / - коэффициент трения;
h0 - выходная толщина ,
hcp- средняя толщина;
1л - длина очага деформации, 40 4h - абсолютное обжатие,
В - полуширина полосы, 5 - сопротивление пластической
деформации материала полосы.
у - координата.45
Создание условий для облегчения поперечного течения металла повышает . выравнивающую способность очага деформации. Одним из таких условий является продольное растяжение образующей 50 валка от входного до выходного сечения очага деформации. В этом случае уменьшается скорость поперечного скольжения металла по поверхности рабочего валка, и, как следствие, сни- 55 жаются потери на трение, препятствую- - щее поперечному течению металла, уменьшается мощность, расходуемая на накопление полосой потенциальной
Е (-4)
ffOn
где GKP - критическое напряжение потери устойчивости плоской формы.
Для обеспечения обращения осей рабочих валков выпуклостями друг к другу необходимое усилие противоизгиба расснитыва ют по следующей зависимости
ц. AZ.
к,
п KI P
ч --- I ,
де Q - усилие противоизгиба, т;
Р - усилие прокатки, т;
Kj- податливость рабочего валка на изгиб при действии усилия прокатки, мм/т;
К податливость рабочего валка на изгиб при действии усилия противоизгиба, мм/т, ду - стрела вогнутости образующей рабочего валка в ненагруженном состоянии, мм.
7
Нижний предел соответствует выпрялению оси рабочего валка, верхний - выпрямлению активной образующей рабочего валка. Коэффициенты К1 и К зависят от конструктивных особенностей клети и от профилировок валков. Очевидно, ч го с увеличением выпуклости опорного валка коэффициент уменьшается,а К увеличивается.
Предлагаемый способ прокатки полос реализуется следующим образом.
При прокатке после захвата переднего конца полосы рабочими валками усилие противоиэгиба увеличивают до значения, попадающего в пределы указанные в выражении 5. При этом оси рабочих валков изгибаются выпуклостями друг к другу. В процессе вращения образующая рабочего валка переходит от сжатого состояния в контакте с опорным валком до растянутого состояния в контакте с полосой на выходе из очага деформации, облегчая тем самым поперечное течение металла от середины полосы к ее краю При этом активная образующая рабочего валка остается вогнутой, сохраняя тем самым чечевицеобразность прокатываемой полосы.
Пример, Прокатка полосы 2 х х 1200 мм производится в последней клети семиклетевой чистовой группы стана 2000 со следующими параметрами абсолютное обжатие Ah 2 мм, сопротивление пластической деформации § Ю кг/мм2, коэффициент трения f 0,3, усилие прокатки Р 600 т, радиус рабочего валка R 00 мм, модуль упругости валка Eg 2 хЮжг/мм2, модуль упругости Е 10 кг/мм2.
Зависимость снижения остаточных напряжений на краю полосы за счет дополнительного выравнивания вытяжек по выражению 3 при прокатке чечевице образного профиля от усилия противо31
изгиба рабочих е таблице.
8 валков представлена
5
0
5
0
Снижение отстаточных напряжений в полосе в зависимости от усилия проти- воизгиба рабочих валков приведено
в таблице.
Предлагаемый способ позволяет прокатывать полосы с повышенными требо- ваниями к плоскостности.
Формула изобретения
Способ прокатки полос с чечевице- образным поперечным сечением преимущественно в четырехвалковой клети, включающий прокатку с противоизгибом рабочих валков, выполненных с вогнутой профилировкой, отличающийся тем, что, с целью повышения качества полос по плоскостности за счет облегчения поперечного тече - ния металла в очаге деформацииf стрелу вогнутости образующей рабочего валка и величину усилия противо - изгиба при прокатке устанавливают в пределах, обеспечивающих обращение осей рабочих валков выпуклостями ДРУГ к другу при сохранении активной образующей вогнутой формы, в соответствии с зависимостью:
«2
Р 4АЛК2
л
К2
Р,
V
где Q - усилие противоизгиба, т; Р - усилие прокатки, т,
податливость рабочего валка на изгиб при действии усилия прокатки, мм/т; К2 податливость рабочего валка на изгиб при действии усилия противоизгиба, мм/т-, ду - стрела вогнутости образую- щей рабочего валка в руженном состоянии, мм.
О 110
250 400 600
Известный способ +0,04 +0,001
Предлагаемыйспособ
-0,1520,022
-0,2340,р34
-0,34307050
cpaZ. 2.
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки толстых листов в клети кварто | 1984 |
|
SU1186295A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
