(54) СПОСОВ ПОДНАСТРОЙКИ СИСТЕМЫ СПИД
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поднастройки системы спид | 1979 |
|
SU772730A1 |
| Способ управления упругими перемещениями при шлифовании | 1983 |
|
SU1098772A1 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ УПРУГИМИ ПЕРЕМЕЩЕНИЯМИ ТОКАРНОГОСТАНКА | 1971 |
|
SU419848A1 |
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |
| СПОСОБ НАСТРОЙКИ СИСТЕМЫ СПИД | 1972 |
|
SU324105A1 |
| ВСЕСОЮЗНАЯ ;П' Г*!!'1Ш Т ..''-.' ' :''''^ | 1971 |
|
SU308814A1 |
| Способ поднастройки системы СПИД | 1982 |
|
SU1038082A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
Изобретение относится к стаикостро нию и может быть аспшьзовано при обра(ботке металлов резанием с применением свстем адаптивного управления.
Известен способ поднастройки системы СПИД, заключающийся в том, что в процессе обработки измеряют упругие деформации звеньев системы СПИД в вводят соответствую1: 1ую поправку, изменяющую топшину срезаемого слоя lj .
Недостатком указанного способа является то, что I Ьснованнь;е на нем системы управления являются статическими как по управляющему, так и по возмущающему воздействию, т. е. им присущи ошибки, вызываемые изменением величины указав вых. воздействий. Эти ошибки сказывают ся ва относительном поиожеНИИ детали и режущего инструмента, что приводит к .снижению точности обработки деталей
Цель изобретения - повыщение точноо тв попнастрс ики системы СПИД.
Это достигается тем, что в процессе обработка измеряю т величину силы реза ння за счет введения положительной о&ратной СВЯЗИ и преобразуют ее в пропор цнональный сигнал, который суммируют с сигналом, пропорциональным величине упругих деформаций и задающим сигналом, причем сигнал рассогласования вносят по каналу управления в виде / поправки в . относительное псвхожение детали и инструмента.
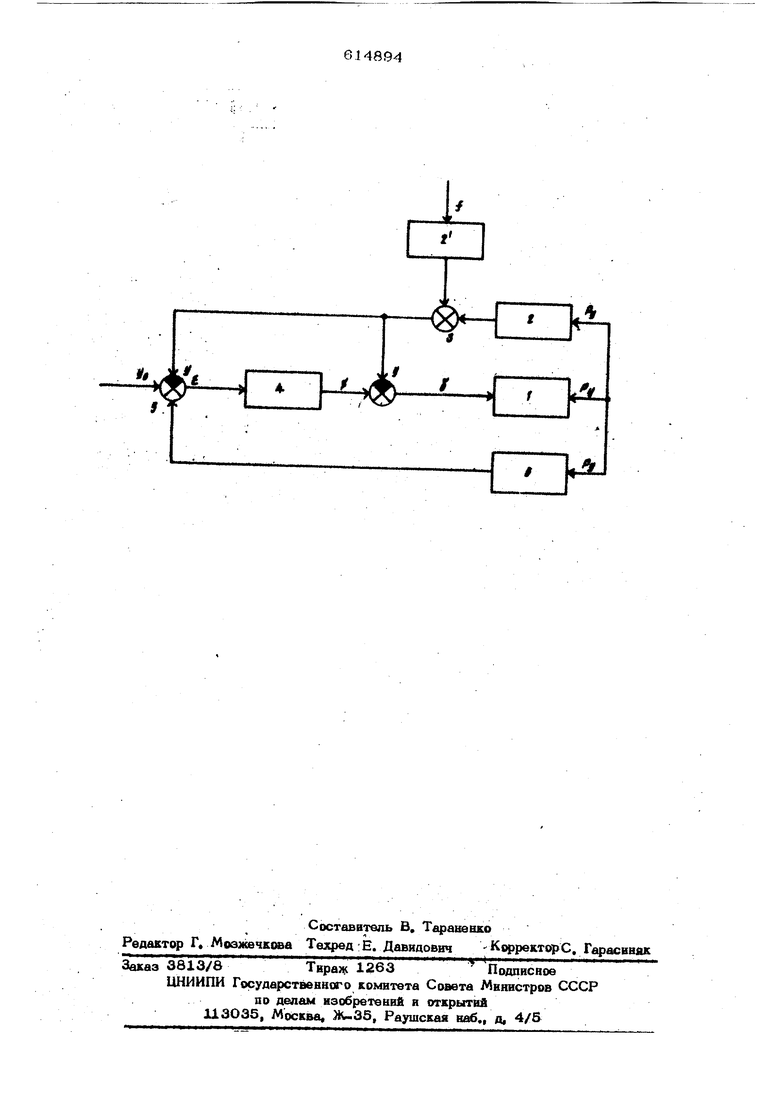
.На чертеже представлена структура системы автоматического управления упру гйми деформациями, посредством ксгте ой реализуется првдпшаемый способ поднаем тройки системы СПИД,
Система автоматн шского упраадения
упругими деформациями содержит замкнуч тую динамическую систему станка, состоящую из процесса резания i, аквивалвфть. ной упругой системы 2, 2, которая о ражает впийние на упругке деформации управляющего воздействия силы резания ГУ и возмущающего воздействия I соответс венно, сумматоров 3, естественной для динамической системы станка| овязн у |
всполнительныв мехаивам 4, сравниваю щее устройство S, положительную обратную связь 6 по силе Ру . Предлагаемый спосоо поднастройки системы СПИД реализуют следующим образом. Предварительно задают начальную во личину упругих деформаций Уд, Фактичео кое значение упругих деф(фмаций У на выходе динамической системы станка процесса резания 1 и эквивалентной упру гой системы 2, 2 измеряют датчиком упругих деформаций, и прсяк циональвый сигнал подают на сравнивающее устройст во 5, Одновременно измеряют величину силы резания Ру за счет введения положительной обратной связи 6, Связь между переменными параметрами системы управления выражают передаточные фуняцин: процесса резания 1 млгп IlL --J±- )-y iVPHэквивалентной упругой системы 2 по упрв ляющему воздействию Ру J. . SУ(Р) iV эквивалентной упругой системы 2 по воэи мущающему воздейсвтвию :Е (р;. Р + исполнительного механизма 4
К,.
S(P)
(Р)
где
Wy
Ну
Г2,;.
Су
постойнные времени передачи эквивалент- 40 ной упругой системы;
Шу,Пу,Су соответственно масса, коэффициент диссипации и жесткость упругой системы станка в направлении нормала и поверхности резани 45
p ocEaf/X - постоянная времени процесса
резания;
CteS-eiK ф - стати 5еская толщина срезаегhforo слоя;
- усадка стружки; о
V - скорость резанияв
Р - главШ|1й угол резца в план
(rJ--- - piP)oc(P}W-M- Wf lp)wlip)
1-И р{РХос{Р ИГи(РНН {Р;ИЛр|р;+И /(рг;й.р(р;и( Cl
Из выражений (1) следуют, что ошибка.
.2 djp
-HjfL-L
4
s a
где d -l4KyK + «y bo ,,Kу .T; KyKpT« T + T2yV : V4 t f
°3 V«- 2yVu- ly
«4-b4«
т т т
Чу P U
(Тр4Т„))
Введение пспожительной обратной связи 6 с передаточной функцией приводит к тому, что составляющую ииибкибГу (P)t вызванную действием управляющего воздействие, опредашоот из ш 1раженвя:
VTrmvnHKcii пшЬппмяпиохги. УппАплтпткии Hp«Vy/а -жесткость резания; Ру -| стбтическоезначение сшия езания, направленной по нормали к по, ерхности резания; Тц ,Кц - цостоянная времени и коэфф иект передачи исполнительного механиэ Точность сш:темы томат ческсго управления упругими деформаив ми характеризует статвческая ошибка i V : - ошибка, вызванная действвем управляющего воздейст ия системы управа ления Yj,(t|l | -сшибка, вызванная действием возмущающего воздействия l{i:) . Составлшощие ошибкиСу и в взоб раженных по Лапласу шредовшот вз ражений: iH-Wp{P) H J{Pl%(p) -t-VjCP t l) (Р)(P) + w s (p)Wp(p)iVy{p)
есяк структуру и параметры псшожительноА обратной овязн 6 выбирают следую
ошм образом:
ltWp(P)T(p)
и(р;
%(Р)(Р;
ПpвWQQ(p)«Kg кoэффIшнeнт передача определяют из К..К-К--соотношением
Т ос
(р; (p)Wy(p))
6j(p) I- w(P)Wg(p}w (f) + w J (рЖр (p)+w (р)игр (, (p)
He клражения (2) следует, что передаточная функция-попоаквтедьной обратной , связи 6 имеет вид
Wp(
ПриWQg(p)iKQg- T gPустраняются составляю щие сянибки работы системы управления, вызванные величиной и скоростью изменения возмущающего воздействия f(t) . Параметры положительной обратной связи 6 при этом выбирают следующим из Уравнений:
1-КосКрйц 0
d. V «- Dt«pK, 0
т.е.
r Iff
1 Ц
К , « Vu
П еобразованвый сигнал, пропорциональн силе резаиня Ру , пвдают на вход сра&нивающего устройства 5, Сигнал ошибки S поступает на исполнительный мех низм 4, который изменяет величину продопьный подачи 3 и тем самым вносит поправку В в относительное положение обрабатываемой детали н инструмента (размер Динамнческ(настрс Ьш} с учатом измерения не только величины упругкх. деф(маций, но и свлы резаввяРу .
V
ОС
к.
Составляющую ошибки, вносимую возмуьшающими воздействиями I (i) определяют из уравнения
/(P) 2
Предложенный способ1п1с1днастройки темы СПИД обеспечивает повышение обработки деталей на станках с систе мами автоматическся о управления упругими деформациями за счет устранения статических ошибок как по направляющему, так и возмущающему воздействию и не снижает технологических возможностей станка.
Формула изобретени1|
Способ поднастройки системы СПИД, при котором в процессе обработка измерфют величину упругих деффмаций звеньев системы, отличающийся тем, что, с целью повьпиения точности подН настройки, измержоот величину силы рез ния за счет введения полюкительной обрвт ной связи и преобразуют ее в nponqpUHG нальный сигнал, котчрый суммируют с сигналом, пропорциональным величине упругих деформаций и задающим сигналом, причем сигнал рассогласования вносят по каналу управления в виде поправки в относительное положение детали и инструмента.
Источники информации, принятые во внимание при экспертизе:
1, Автфское свидетельство & 31938В, кл. В 23 В 25/06, 1970,
.l-)()
V
. / Vi
