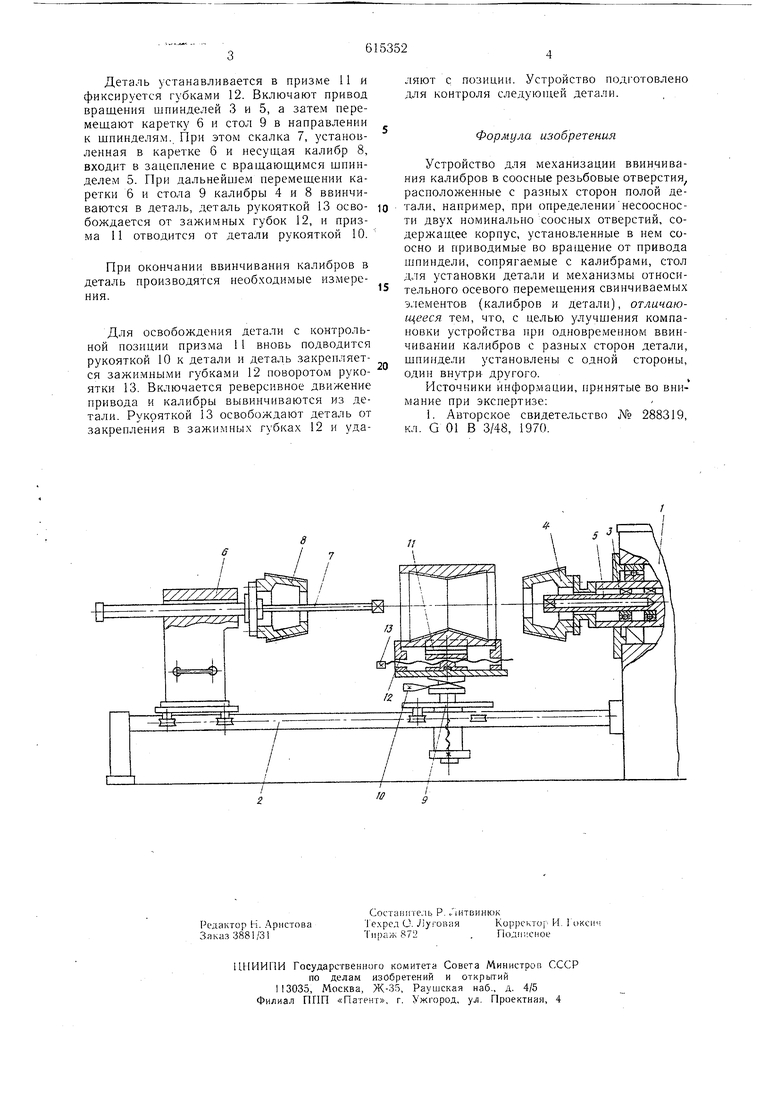
Деталь устанавливается в призме 11 и фиксируется губками 12. Включают привод вращения шпинделей 3 и 5, а затем перемещают каретку 6 и стол 9 в направлении к шпинделям. При этом скалка 7, установленная в каретке 6 и несушая калибр 8, входит в зацепление с вращающимся шпинделем 5. При дальнейшем перемещении каретки 6 и стола 9 калибры 4 и 8 ввинчиваются в деталь, деталь рукояткой 13 освобождается от зажимных губок 12, и призма 11 отводится от детали рукояткой 10.
При окончании ввинчивания калибров в деталь производятся необ.ходимые измерения.
Для освобождения детали с контрольной позиции призма 11 вновь подводится рукояткой 10 к детали и деталь закрепляется зажимными губками 12 поворотом рукоятки 13. Включается реверсивное движение привода и калибры вывинчиваются из детали. Рукояткой 13 освобождают деталь от закрепления в зажимных губках 12 и удаляют с позиции. Устройство под|отовлено для контроля следуюнхей детали.
Формула изобретения
Устройство для механизации ввинчивания калибров в соосные резьбовые отверстия расположенные с разных сторон полой детали, напри.мер, при определениинесоосности двух номинально соосных отверстий, содержащее корпус, установленные в нем соосно и приводимые во вращение от привода шпиндели, сопрягаемые с калибрами, стол для установки детали и механизмы относительного осевого перемещения свинчиваемых элементов (калибров и детали), отличающееся тем, что, с целью улучшения компановки устройства при одновременно. ввинчивании калибров с разных сторон детали, шпиндели установлены с одной стороны, один внутри другого.
Источники информации, принятые во внимание при экспертизе;
1. Авторское свидетельство № 288319, кл. G 01 В 3/48, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| Зажимное приспособление металлорежущего станка | 1984 |
|
SU1296393A1 |
| СПОСОБ ШЛИФОВАНИЯ ВРАЩАТЕЛЬНО-СИММЕТРИЧНОЙ МАШИННОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2318648C2 |
| Автооператор | 1988 |
|
SU1521576A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| Станок для изготовления стропов сплетением | 1985 |
|
SU1280071A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ПОДДЕРЖКИ ДЕТАЛИ ПРИ ОБРАБОТКЕ НА СТАНКЕ | 1996 |
|
RU2100148C1 |
9
