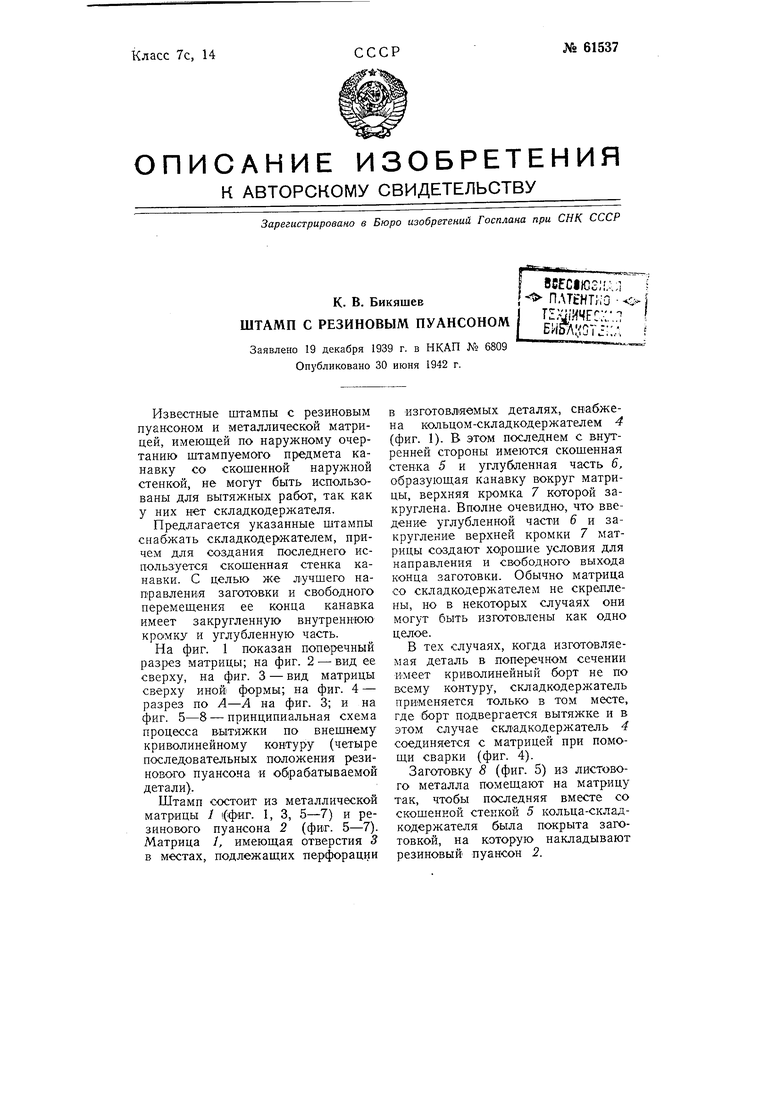
Известные штампы с резиновым пуансоном и металлической матрицей, имеющей по наружному очертанию штампуемого предмета канавку со скошенной наружной стенкой, не могут быть использованы для вытяжных работ, так как у них нет складкодержателя.
Предлагается указанные штампы снабжать складкодержателем, причем для создания последнего используется скошенная стенка канавки. С целью же лучшего направления заготовки и свободного перемещения ее конца канавка имеет закругленную внутреннюю кромку и углубленную часть.
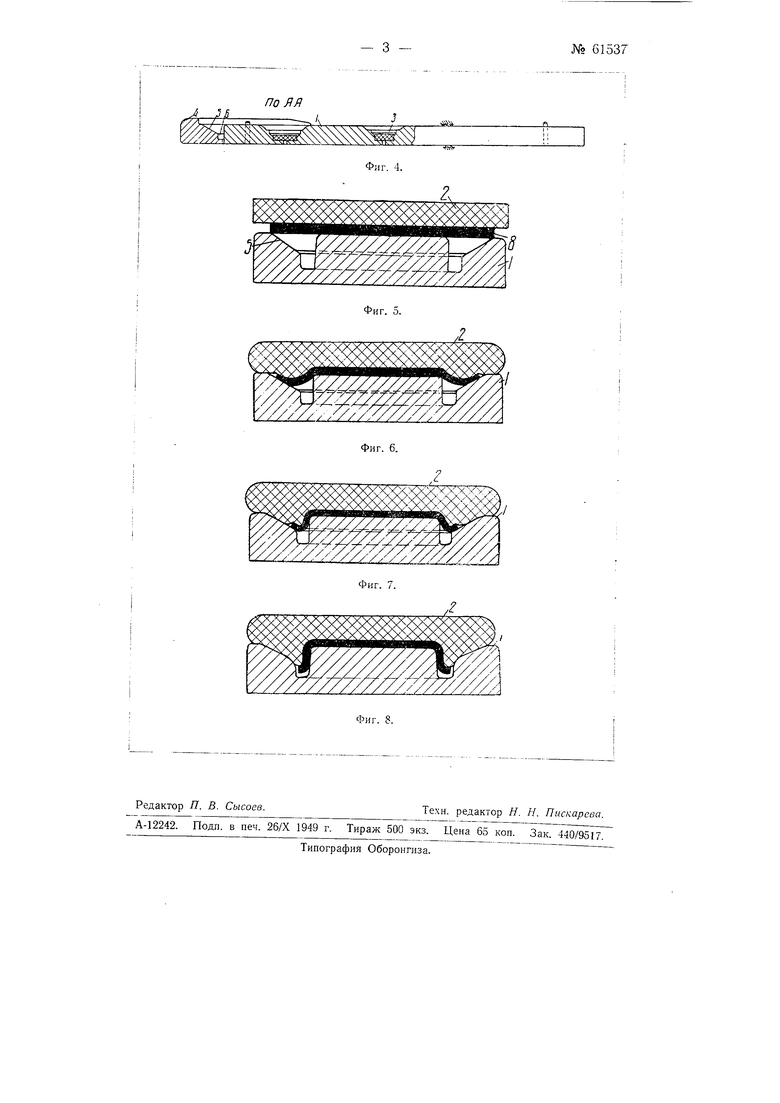
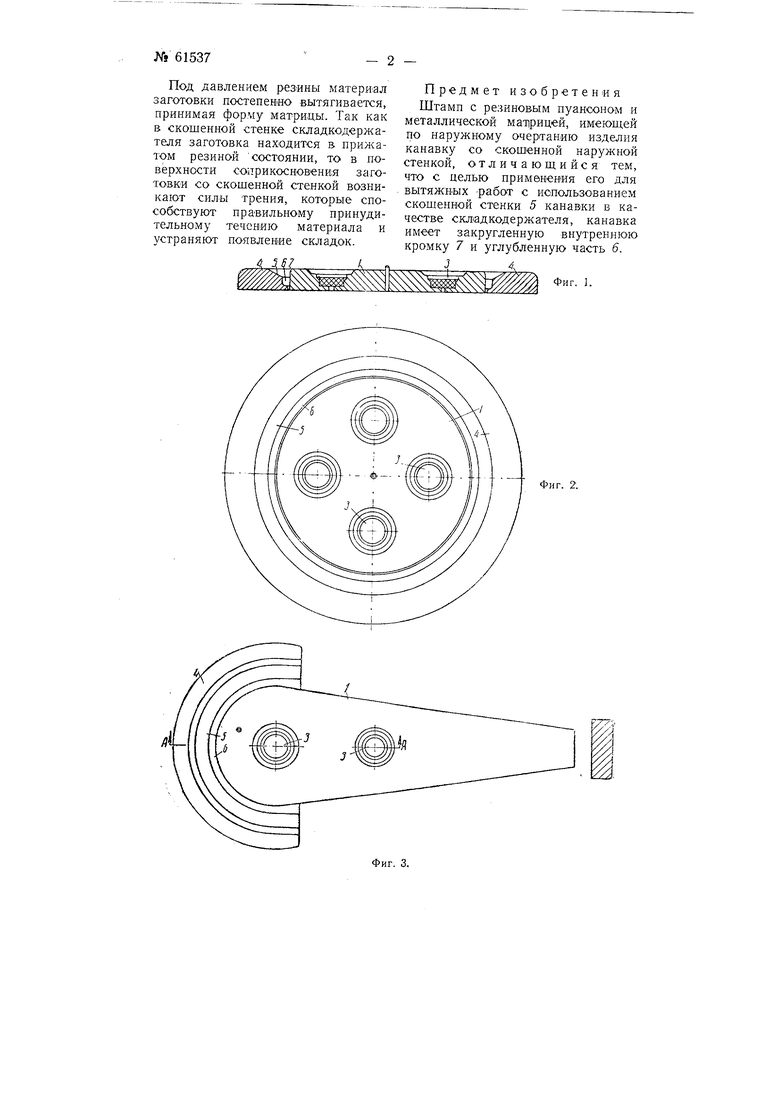
На фиг. 1 показан поперечный разрез матрицы; на фиг. 2 - вид ее сверху, на фиг. 3 - вид матрицы сверху ИНОЙ формы; на фиг. 4 - разрез по А-Л на фиг. 3; и на фиг. 5-8 - принципиальная схема процесса вытяжки по внешнему криволинейному контуру (четыре последовательных положения резинового пуансона и об рабатываемой детали).
Штамп состоит из металлической матрицы / ((фиг. 1, 3, 5-7) и резинового пуансона 2 (фиг. 5-7). Матрица /, имеющая отверстия 3 в местах, подлежащих перфорации
в изготовляемых деталях, снабжена кольцом-складкодержателем 4 (фиг. 1). В этом последнем с внутренней стороны имеются скошенная стенка 5 и углубленная часть 6, образуюшая канавку вокруг матрицы, верхняя кромка 7 которой закруглена. Вполне очевидно, что введение углубленной части 6 и закругление верхней кромки 7 матрицы создают хорошие условия для направления и свободного выхода конца заготовки. Обычно матрица со складкодержателем не скреплены, но в некоторых случаях они могут быть изготовлены как одно целое.
В тех случаях, когда изготовляемая деталь в поперечном сечении имеет криволинейный борт не по всему контуру, складкодержатель применяется только в том месте, где борт подвергается вытяжке и в этом случае склйдкодерл атель 4 соединяется с матрицей при помощи сварки (фиг. 4).
Заготовку 8 (фиг. 5) из листового металла помещают на матрицу так, чтобы последняя вместе со скошенной стенкой 5 кольца-складкодержателя была покрыта заготовкой, на которую накладывают резиновый- пуансон 2. Под давлением резины материал заготовки постепенео вытягивается, принимая форму матрицы. Так как в скошенной стенке складкодержателя заготовка находится в прижатом резиной состоянии, то в поверхности соприкосновения заготовки со скошенной стенкой возникают силы трения, которые способствуют правильному принудительному течению материала и устраняют появление складок.
Фиг. 2. Предмет изобретен 1И я Штамп с резиновым пуансоном и металлической матрицей, имеюш,ей по наружному очертанию изделия канавку со скошенной наружной стенкой, отличающийся тем, что с целью применения его для вытяжных -работ с использованием скошенной стенки 5 канавки в качестве складкодержателя, канавка имеет закругленную внутреннюю кромку 7 и углубленную часть 6. 3 Фиг. .
По ЯЯ
J ,J
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп для вытяжки и обрезки припуска | 1979 |
|
SU933163A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Штамп для вытяжки | 1976 |
|
SU642050A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХИЗДЕЛИЙ | 1967 |
|
SU199079A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| Вытяжной штамп | 1973 |
|
SU479529A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |