В известных станках для поперечной прокатки с применением вогнутой неподвижной колодки и враидающегося валка наблюдается скручивание прокатываемого изделия. Объясняется это тем, что при разностя диаметров в сечениях прокатываемого изделия зажим между колодкой и валком происходит по всему профилю изделия. При одинаковых угловых скоростях валка и почти одинаковых линейных скоростях точек его поверхности различные сечения прокатываемого изделия из-за разности диаметров приобретают различные угловые скорости, что и приводит к скручиванию.
Изделие зажимается в стане только в деформируемом в данный момент месте. Для обеспечения этого способа колодка li валок снабжены гребнем, ностененно повышающимся в наиравлении прокатки, причем профиль получаемого изделия зависит только от характера изменения ширины гребня при постоянном подъеме.
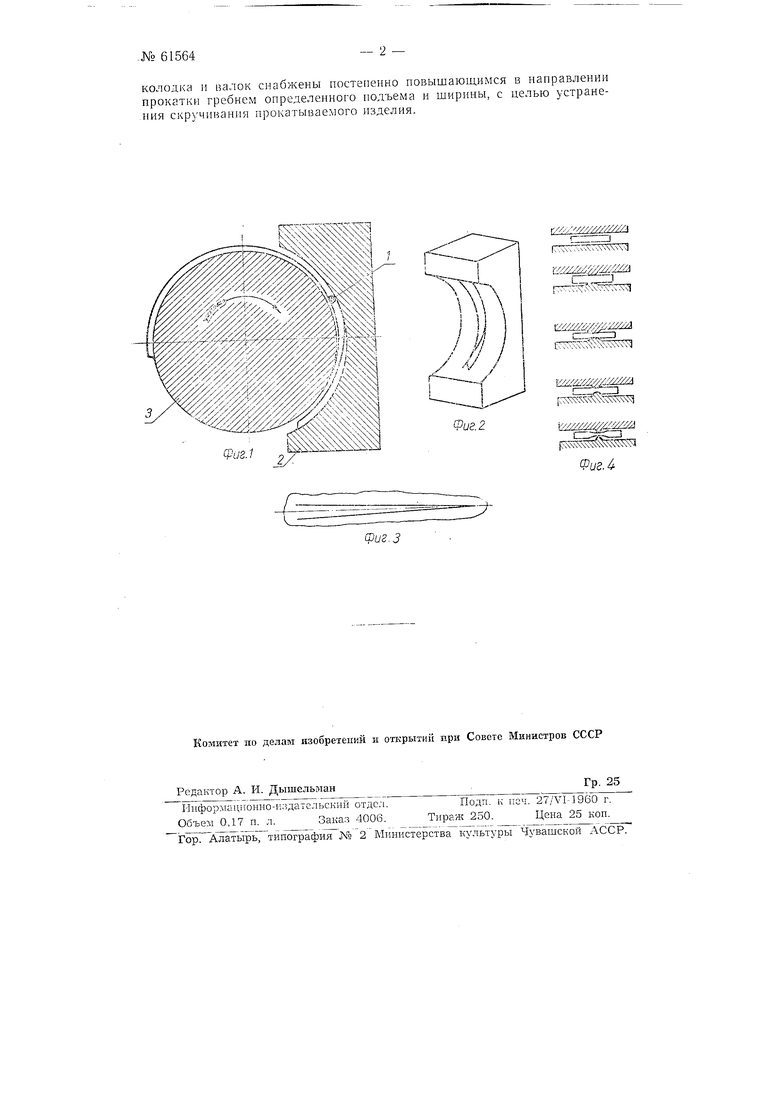
На фиг. 1 изображено поперечное сечение рабочей части станка; на фиг. 2 показана неподвижная колодка; на фиг. 3 дана развертка формующего гребня; на фиг. 4-несколько сечений колодки и валка по ходу прокатки.
Прокатываемое изделие 1 проводится между неподвижной колодкой 2 и вращающимся валкой 3. Колодка и валок снабжены гребнем, развертка которого, в частности, для обкатки конической детали, показана на фиг. 3. Подъем гребня берется как линейная функщьч прямой пропорциональности от угла поворота, ширина гребня связана сложной функциональной зависимостью с углом поворота. Эта функция и определяет профиль получаемого изделия.
Предмет изобретения
Стан для поперечной прокатки с применением BoriXToii неподвижной колодки и вращающегося валка, о т л и ч а ю :,: я тем. что
колодка и валок снабжены постепенно повышающимся в направлении прокатки гребнем определенного подъема и ширины, с целью устранения скручнвання прокатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ПРОКАТНЫХ ВАЛКОВ ШИРОКОПОЛОСОВЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2254180C1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА ПОЛОС НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2311238C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| Прокатная клеть | 1980 |
|
SU944717A1 |
| Валковый узел | 1983 |
|
SU1142188A1 |
ФоЗ. / ,
W.(/ L, „--.J
i , ,ч.-,ч 0-. l
12 42; yii2i2a
Фиг. 2
y.
.4
