Изобретение касается способов повышения чистоты поверхности деталей из пластмассы и металла и может быть использовано в различных отраслях промышленности.
Известен способ снятия заусенцев с деталей, по которому их помещают в закрытую камеру, подают в камеру горючую смесь, детали приводят во взвешенное состояние, а горючую смесь воспламеняют 1.
Недостатком известного способа является невысокое качество обработки деталей.
Целью изобретения является устранение указанного недостатка путем лучшего отделения деталей друг от друга в процессе обработки.
Для этого по предлагаемому способу взвешенного состояния деталей достигают путем подачи горючей смеси импульсными порциями.
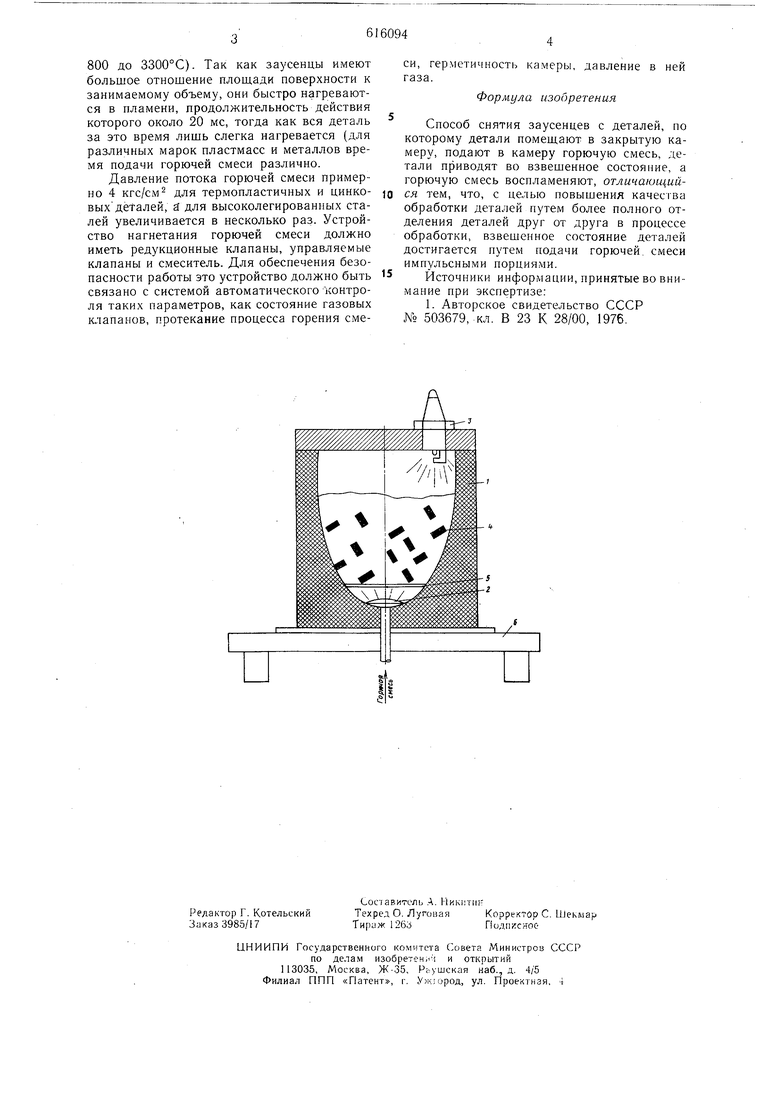
На чертеже дана схема осуществления предлагаемого способа снятия заусен 1ев с деталей.
Закрытая камера 1, снабжена диффузором 2 и свечой 3. Детали 4 помещают на решетку 5. Камера 1 установлена на основании 6. Она имеет в нижней части эллипсообразную форму.
Детали навалом нагружают на решетку 5. Для качественной обработки детали необходимо располагать отдельно друг от друга с таким расчетом, чтобы они подвергались воздействию высокой температуры со
5 всех сторон. Однако это требует камеры большого объема. Если же детали загружены навалом, то тепловой обработке подвергаются лишь верхние из них.
Для повышения эффективности обработки детали приводят во взвешенное состояние
0 подачей импульсами под давлением дозированного объема горючей смеси (например, смеси природного газа и кислорода или водорода и кислорода) через диффузор 2. Синхронно с подачей горючей смеси ее
,5 воспламеняют посредством свечи 3 зажигания. При этом происходит оплавление заусенпев на деталях. Затем подачу горючей смеси прекращают и детали выгружают из камеры.
0Такой способ снятия заусенцев пригоден
для обработки большинства деталей из металлов и пластмасс. Целесообразно осуществлять его в автома- -ческом режиме.
Выступающие :-аусенцы подвергаются 25 действгпо высокк. гмператур (примерно от
800 до 3300°С). Так как заусенцы имеют большое отношение площади поверхности к занимаемому объему, они быстро нагреваются в пламени, продолжительность действия которого около 20 мс, тогда как вся деталь за это время лишь слегка нагревается (для различных марок пластмасс и металлов время подачи горючей смеси различно.
Давление потока горючей смеси примерно 4 кгс/см для термопластичных и цинковыхдеталей, а для высоколегированных сталей увеличивается в несколько раз. Устройство нагнетания горючей смеси должно иметь редукционные клапаны, управляемые клапаны и смеситель. Для обеспечения безопасности работы это устройство должно быть связано с системой автоматического контроля таких параметров, как состояние газовых клапанов, протекание процесса горения смеси, герметичность камеры, давление в ней газа.
Формула изобретения
Способ снятия заусенцев с деталей, по которому детали помещают в закрытую камеру, подают в камеру горючую смесь, детали приводят во взвешенное состояние, а горючую смесь воспламеняют, отличающийся тем, что, с целью повышения качества обработки деталей путем более полного отделения деталей друг от друга в процессе обработки, взвешенное состояние деталей достигается путем подачи горючей, смеси импульсными порциями.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 503679, кл. В 23 К 28/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термического снятия заусенцев с деталей | 1979 |
|
SU863388A1 |
| Способ удаления заусенцев с изделий | 1990 |
|
SU1712087A1 |
| Устройство для термического удаления заусенцев с изделий | 1981 |
|
SU956199A1 |
| Способ термического удаления заусенцев с изделий | 1990 |
|
SU1727960A1 |
| СПОСОБ ТЕРМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ С ДЕТАЛЕЙ | 1992 |
|
RU2024377C1 |
| Способ детонационного нанесения покрытия на изделие | 1990 |
|
SU1755940A1 |
| Способ термического удаления заусенцев с изделий | 1982 |
|
SU1129042A1 |
| Способ термического снятия заусенцев с деталей и устройство для его осуществления | 1988 |
|
SU1551558A1 |
| Способ поверхностного упрочнения стальных изделий | 1990 |
|
SU1749259A1 |
| Способ термического удаления заусенцев | 1986 |
|
SU1428538A1 |
