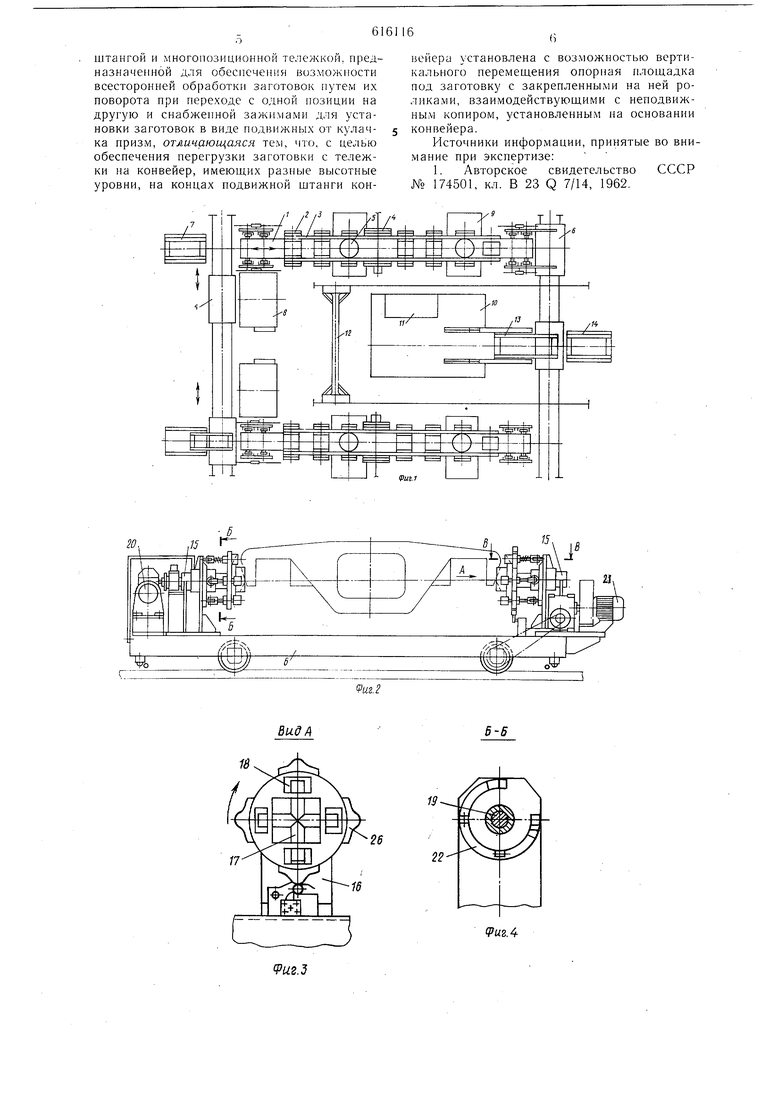
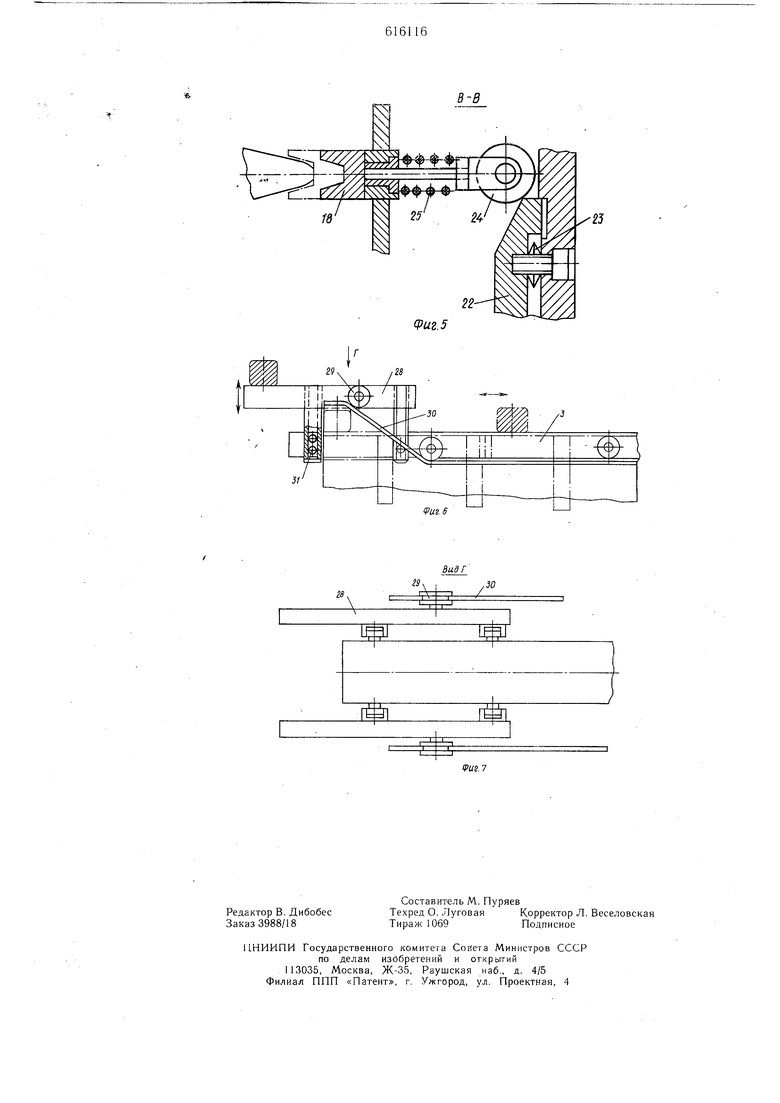
циоиная тележка; на фиг. 3 - кулачки многопозиционной тележки, вид по стрелке А на фиг. 2; на фиг. 4 - копир зажимного механизма многонозиционной тележки, разрез но Б-Б на фиг. 2; на фиг. 5 - кулачок зажимного .механизма тележки, разрез по В-В на фиг. 2; на фиг. 6 - конец подвижной шт.анги е оиорной нлощадкой; на фиг. 7 - вид но стрелке Г на фиг. 6.
Предлагаемая линия состоит из дву.х независимых одна от другой аналогичны.х ветвей. Каждая ветвь содержит шагающий конвейер 1, еостоягций из основания и отдельно установленных неподвижных тумб 2, иодвижную штангу 3, выполненную в виде сварной рамы, ВИ.ЛОЧНЫЙ кантователь 4, подъемно-поворотные столы 5 и многоиозиционные тележки 6, которые могут неремендаться от выполненных по тину шагающего конвейера накопителей 7 к машине 8 для зачистки отливок. Такие же тележки установлены в конце линии и могут перемещаться между щагающим.и конвейерами и накопителями. Шагающие конвейеры.снабжены камерами 9 для устранения мелких дефектов в отливках. Между ветвями линии установлена камера 10 для исправления крупных дефектов е кантователем 11, кран-балка 12 и накопители 13 и 14.
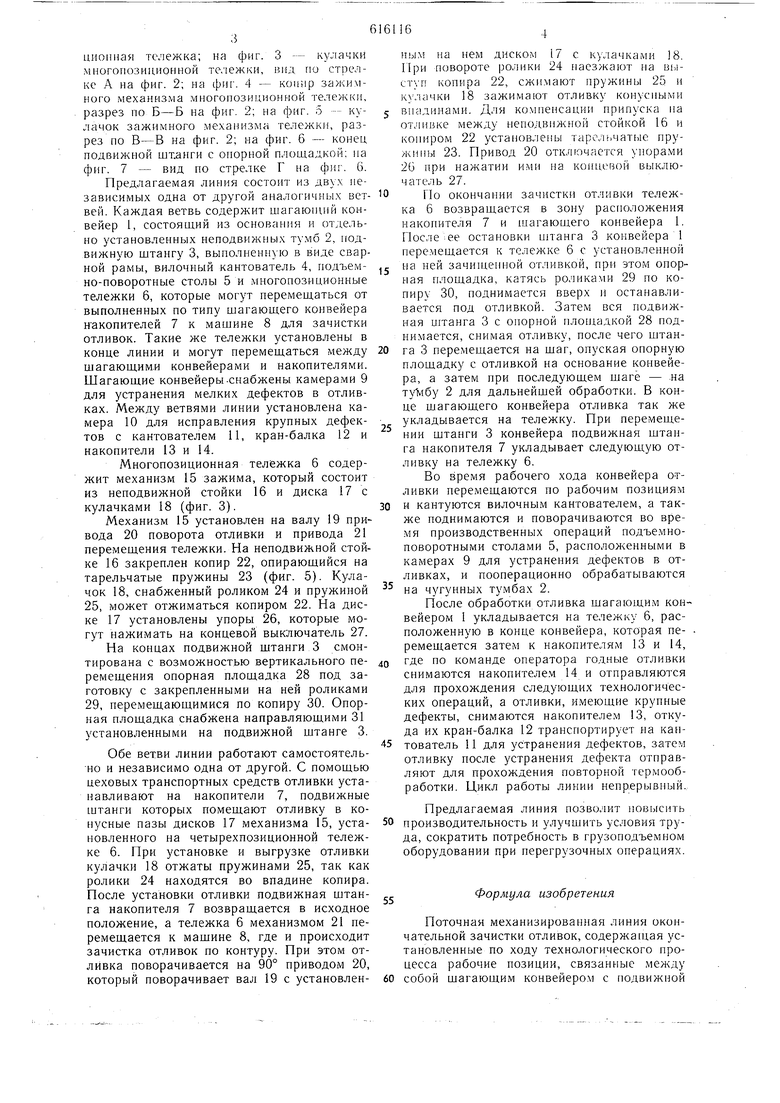
Многопозиционная тележка 6 содержит механизм 15 зажима, который состоит из неподвижной стойки 16 и диека 17 с кулачками 18 (фиг. 3).
Механизм 15 установлен на валу 19 привода 20 поворота отливки и привода 21 перемещения тележки. На неподвижной стойке 16 закреплен копир 22, опирающийся на тарельчатые пружины 23 (фиг. 5). Кулачок 18, снабженный роликом 24 и пружиной 25, может отжиматься копиром 22. На диске 17 установлены упоры 26, которые могут нажимать на концевой выключатель 27.
На концах подвижной штанги 3 смонтирована с возможностью вертикального перемещения опорная площадка 28 под заготовку с закрепленными на ней роликами 29, пере.мещающимися по копиру 30. Опорная площадка снабжена направляющими 31 установленными на подвижной щтанге 3.
Обе ветви линии работают самостоятель но и независимо одна от другой. С помощью цеховых транспортных средств отливки устанавливают на накопители 7, подвижные штанги которых помещают отливку в конусные пазы дисков 17 механизма 15, установленного на четырехпозиционной тележке 6. При установке и выгрузке отливки кулачки 18 отжаты пружинами 25, так как ролики 24 находятся во впадине копира. После установки отливки подвижная щтанга накопителя 7 возвращается в исходное положение, а тележка 6 механизмом 21 перемещается к мащине 8, где и происходит зачистка отливок по контуру. При этом отливка поворачивается на 90° приводом 20, который поворачивает вал 19 с установленны.м на нем диском 1/ с кулачками 18. При повороте ролики 24 наезжают на выступ копира 22, сжимают пружины 25 и кулачки 18 зажимают отливку конусными 5 впадинами. Для компенсации припуска на отливке между неподвижной стойкой 16 и копиром 22 установлены тарельчатые пружины 23. Привод 20 отключается упорами 26 при нажатии ими на концевой выключатель 27.
0 По окончании зачистки отливки тележка 6 возвращается в зону расположения накопителя 7 и щагаюпдего конвейера 1. После ее остановки н1танга 3 конвейера 1 нере.мещается к тележке 6 с установленной
j на ней зачинхенной отливкой, при этом опорная площадка, катясь роликами 29 по копиру 30, поднимается вверх и останавливается под отливкой. Затем вея подвижная штанга 3 с опорной площадкой 28 нодни.мается, снимая отливку, после чего штанга 3 перемещается на щаг, опуская опорную площадку с отливкой на основание конвейера, а затем при последующем щаге - .на 2 для дальнейшей обработки. В конце шагающего конвейера отливка так же укладывается на тележку. При перемещении штанги 3 конвейера подвижная штанга накопителя 7 укладывает следующую отливку на тележку 6.
Во время рабочего хода конвейера отливки перемещаются по рабочим позициям
0 и кантуются вилочным кантователем, а также поднимаются и поворачиваются во время производственных операций подъемноповоротными стол.ами 5, расположенными в камерах 9 для устранения дефектов в отливках, и пооперационно обрабатываются
на чугунных тумбах 2.
Поеле обработки отливка шагающим конвейером 1 укладывается на тележку 6, расположенную в конце конвейера, которая перемещается затем к накопителям 13 и 14,
где по команде оператора годные отливки снимаются накопителе.м 14 и отправляются для прохождения следующих технологических операций, а отливки, имеющие крупные дефекты, снимаются накопителем 13, откуда их кран-балка 12 транспортирует на кантователь 11 для устранения дефектов, затем отливку после устранения дефекта отправляют для прохождения повторной термообработки. Цикл работы линии непрерывный.
Предлагаемая линия позволит повысить 0 производительность и улучшить условия труда, сократить потребность в грузоподъемном оборудовании при нерегрузочных операциях.
Формула изобретения
Паточная механизированная линия окончательной зачистки отливок, содержащая установленные по ходу технологнческого нроцесса рабочие позиции, связанные между собой шагающим конвейером с подвижной
штангой и многопозицнонной тележкон, предназначенной для обеспечения возможности всесторонней обработки заготовок путем их поворота нри переходе с одной позиции на другую и снабженной зажимами для установки заготовок в внде подвижных от кулачка призм, отличающаяся тем, что, с целью обеспечения перегрузки заготовки с тележки на конвейер, имеющих разные высотные уровни, на концах подвижной штанги конmr
вейера установлена с возможностью вертикального перемещения опорная площадка под заготовку с закрепленными на ней роликами, взаимодействующими с неподвижным копиром, установленным на основании конвейера.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 174501, кл. В 23 Q 7/14, 1962.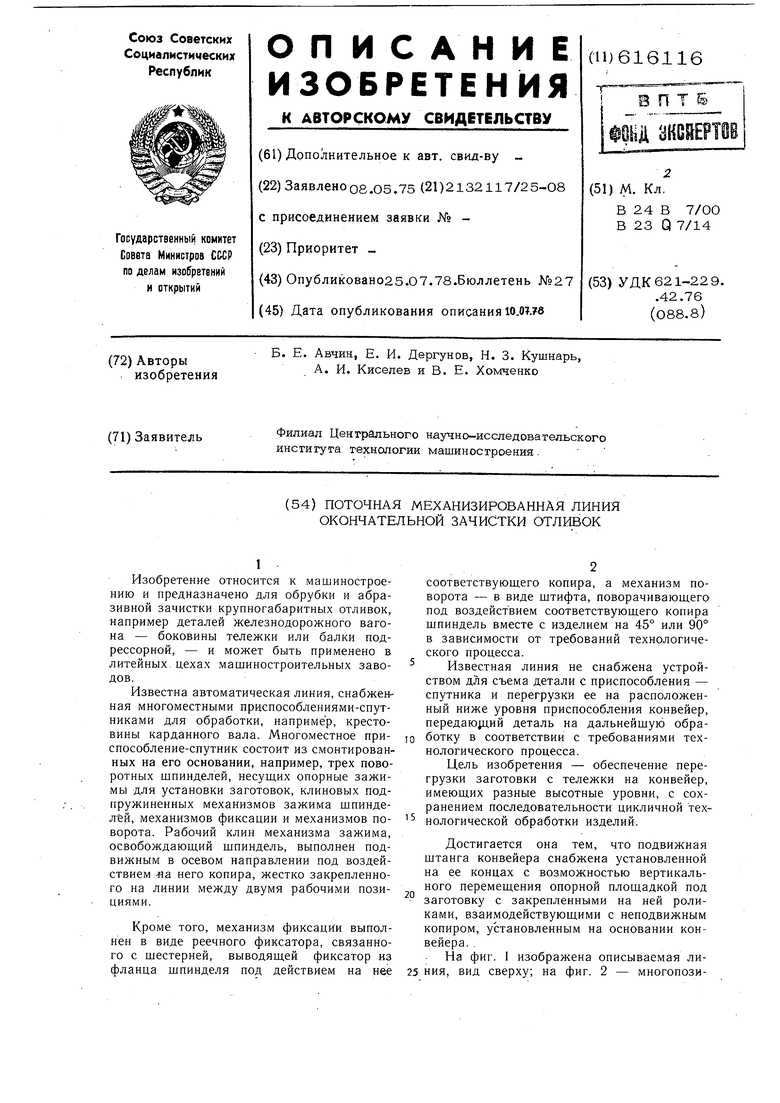
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия отбивки литников и выбивки стержней из отливок | 1980 |
|
SU908519A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Устройство для отбора кирпича-сырца от пресса и формования группы | 1978 |
|
SU766865A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Линия для обработки крупногабаритных отливок | 1990 |
|
SU1713736A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
Вид А
16
6-6
22
РигА
11
28,
в-в
Х25
(риг. 5
VUl.S
г9
,30
