Изобретеиие относится к устройствам для закалки изделий и может использоваться для объемной закалки изделий, например для объемиой закалки поршвевых пальцев.
Известны устройства для закалки изделий, содержащие загрузочный лотЪк и закалочную ванну l и 2. Эти устройства (Не обеспечивают необходимой производительности при закалке изделий.
Известно также устройство для закалки изделий, содержащее загрузочный ло- ток, установленный в закалочной ванне на приводном валу с кулачковой муфтой, транспортирующий диск с гнездами, соосно которым укреплены втулки и выгрузочное приспособление .:
Недостаток такого устройства заключается в том, что-с его помошш нельзя производить объемную закалку изделий, так как при попадании в закалочную ванну изделия не могут равномерно охладиться вз-за паровой рубашки, образующейся вокруг их нагретых поверхностей. Кроме того, это устройство имеет малую производительность в связи с тем, что работе устройства может происходить только пря наличии столба изделий в лотке, а транопортирующий диск имеет циклическое движение.
ЦельИзобретения - обеспечение объем ной закалки при одновременном новыше НИИ производительности устройства.
Это достигается тем, что предлагаемое устройство сиабжено отсекатвлем и спрейером, расположенным под втулками, выполненными с прорезями, а в транспортирующем диске имеется кольпевой паз, соединяющий его гнезда, причем от секатель выполнен в виде ножа, размещенного в кольцевом пазе.
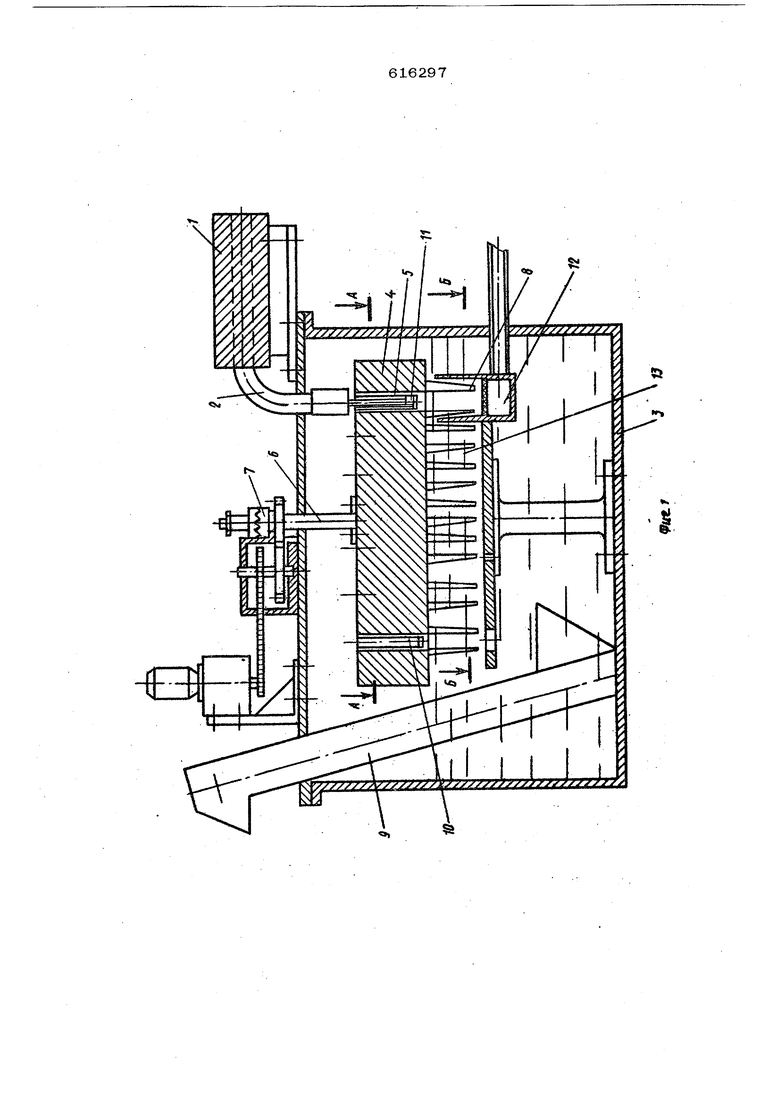
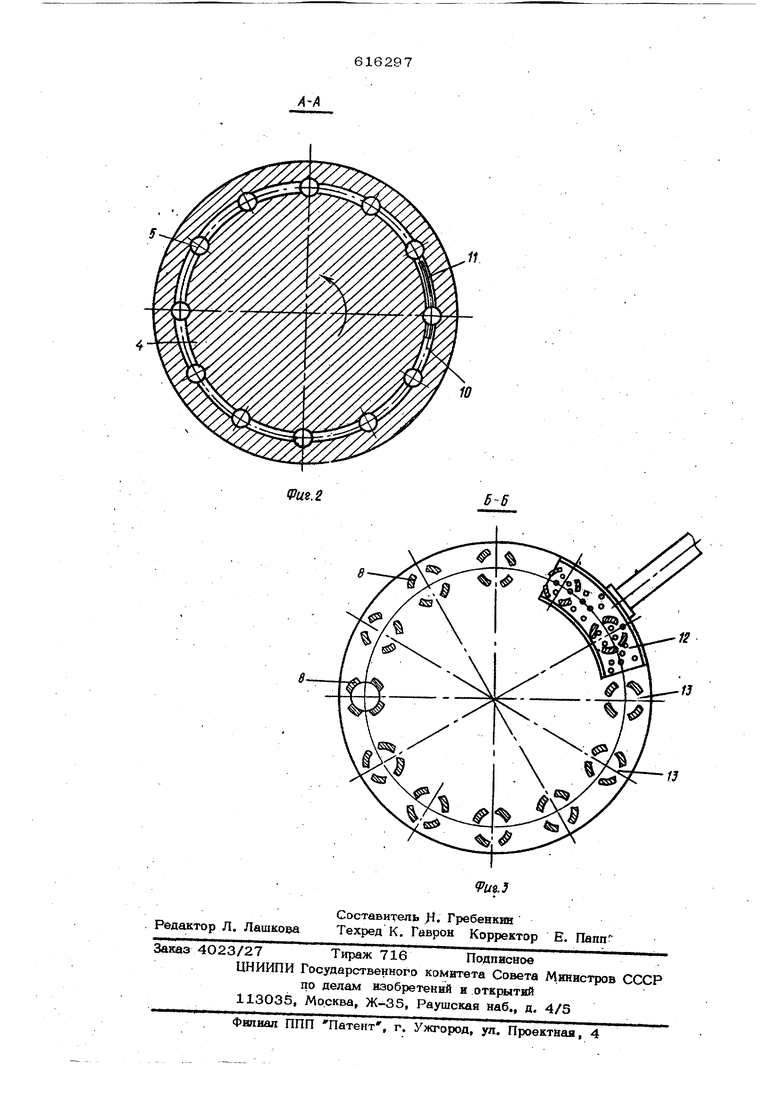
На фиг. 1 изображено предлагаемое устройство для закалки; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - В-Б на фиг. 1.
Устройство имеет индуктор 1, загрузочный лоток 2 и закалочную ванну 3. В закалочной ванне 3 расположен траноч портирующий диск 4 с гнездами 5 уста новленный на приводном валу 6 с кулачковой муфтой 7 . На нижнем торце диска 4 iCoocHo гнездам; укреплены втулки 8. Для выгрузки изделий устройство имеет выгрузочное пциспособление 9. На верхнем торце диска 4 выполнен кольцевой паз 10, соединяющий гнезда 5 диска. В кольцевом пазе 10 диска 4 против конца лотка 2 установлен отсекатель 11 в виде ножа . Под концом ртсекателя 11 по ходу транспортирования нагретых изделий и против втулок 8 размещен спрейер 12. Втулки 8 для.свободного доступа в них воды выполнены с прорезями 13.
Устройство работает следующим образом.
Изделия продвигаются через индуктор 1 и нагреваются до заданной температу- ры под закалку. Выходя из шдуктора, нагретые изделия под действием собственного веса по загрузочному лотку 2 соскальзывают к вращающемуся диску 4 и попа дают в еро гнезда 5. В гнездах 5 изделия удерживаются от выпадания с помощью установленного в кольцевом пазе 1О отсекателя 11, выполненного в виде ножа. При повороте диска 4 изделия в гнездах скользят по отсекателю 11, а пройдя отсекатель, она пртходят через гнезда 5 и втулки 8 и торцами становятся на спрейер 12 в закалочной ванне 3.
Увлекаемые втулками 8 изделия интенсивно охлаждаются не только закалочной . жидкостью, проникающей из ванны 3 чере прорези 13 во втулках, но в струями спрейера, которые сбивают паровую рубашку с охлаждаемых изделий. После охлаждения в спрейере изделия скользят торцами по поверхности спрейера 12 и падают в выгрузочное приспособление 9,
которое выводит закаленные Езделия из ванны 3 устройства.
Предлагаемое устройство позволит изводить объемную закалку изделий и повысить производительность закалки. Кроме того, за счет применеаия отсекателя в спрейера обеспечивается равномерное охлаждение изделий, то есть повышаетсй качество закалки.
Формула изобретения
Устройство для закалки взделнй, содержащее загрузочный лоток, установленный в закалочной ванне на приводном валу с кулачковой муфтой транспортирующий диск с гнездами, соосно которым укрепл0- ны втулки, выгрузочное приспособлеине, о т л ичающееся тем, что, с целью o6eQf печения объемной закалка прИ одновременном повышении провзводитвльвости, ово снабжено отсекатвяем и спейером, расположенным под втулкамв, выполневвымв с прорезями, а в травспортир шем двске имеется кольцевой паз, соед сшошвй гведда, причем отсекатель выполвев в ввае ножа, размещевного в пазе.
Источвикн Ш1формаи0и, прввятые во внимание пря ексаергвзе:
1.Иванов В. А. Станкн для высокочастотной закалки. М., Машгвз, 1951
с. 58, ф. 38.
2.Иванов В. А.-Станкц для высокочастотной закалкв. М., Машрвз, 1951,
с. 59-60, ф. 39.
3. Информационвый лвсток. М., Черметивформааня 1976, серия 10-О9,
№ 033-76.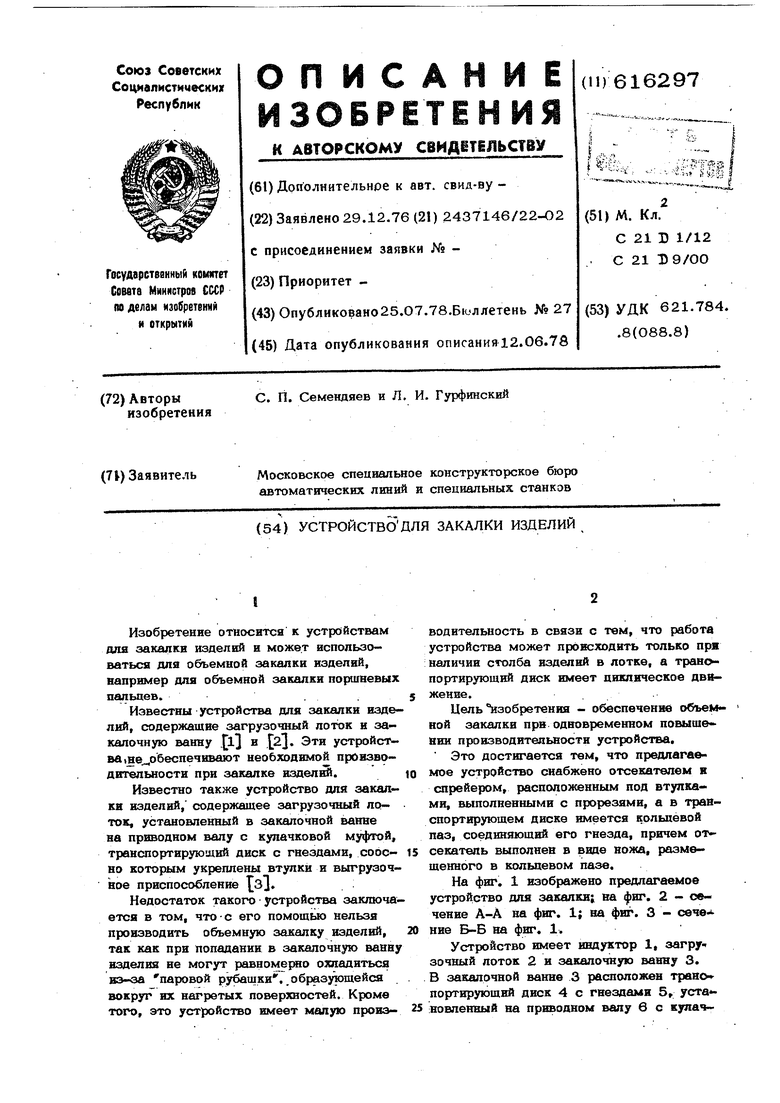
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШАРОВ | 2011 |
|
RU2455369C1 |
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| Автоматизированная поточная линия для термической обработки | 1983 |
|
SU1108114A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для нагрева цилиндрических деталей | 1980 |
|
SU937525A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| Автомат для термической обработки изделий | 1976 |
|
SU659632A1 |