плиты в заранее заданное соответствие. Для этого необходимо либо охладить станину, либо нагреть верхнюю нлиту. Такнх устpoiicTB известная конструкция не предусматривает. Bee это нриводит к снижению точности изделий и браку в нериод работы стана после кратковременных остановок.
Целью изобретения является обеснечение постоянства теплового режима в устройстве для ионеречной прокатки, дающего возможноеть повысить точность изготовления прокатываемых деталей.
Поставленная цель достигается в предлагаемом стане за счет того, что он снабжен устройством для регулирования температуры и элементами охлаждения, причем нагревательные элементы и элементы охлаждения размещены в теле каждой плиты и связаны с устройством для регулирования температуры.
Устройство для регулировання температуры выполцено в виде установленных в плитах датчиков температ фы, элемента сравнения, соединенного с датчиками, задатчика температуры, соединеиного с элементом сравнения, и командоапарата, вход которого подключен к элементу сравнения, а выходы связаны с элементами нагрева и охлаждения.
На чертеже показано предлагаемое устройство.
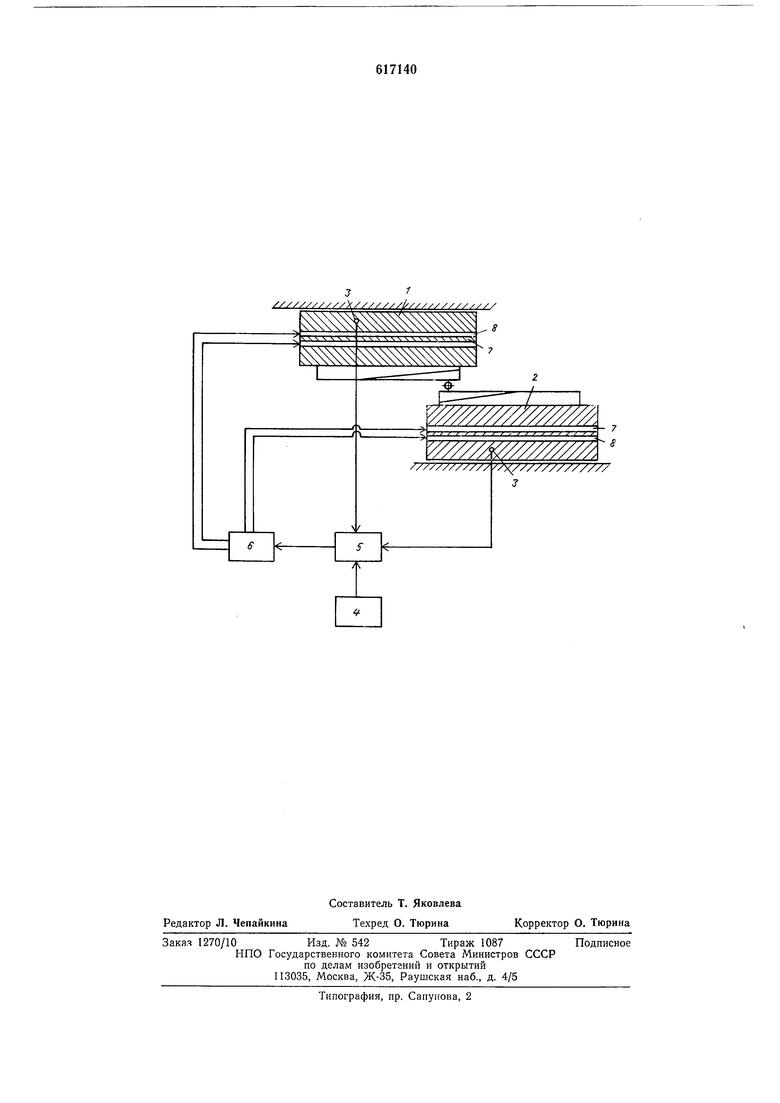
Предлагаемое устройство состоит из смонтированных в станине плит 1 и 2, допускающих взаимное сближение. В плитах 1 и 2 остановлены датчики 3 температуры, подключенные совместно с задатчиком 4 температуры, на вход блока 5 сравнения, выход которого нодключен к командоаппарату 6, соединенному с исполнительными элементами нагрева 7 и охлаждения 8, выполненными в плитах 1 и 2.
В качестве датчиков используются терморезисторы. Элементы нагрева и охлаждения выполнены в виде трубчатых электронагревателей и водопроводных каналов.
В процессе работы температура прокатного устройства устанавливается задатчиком 4. Истинная темнератзфа прокатного устройства измеряется датчиком 3. Электрический сигнал от задатчика 4 и датчика 3 температуры сравнивается по знаку и величине в блоке 5 сравнения. В результате на
его выходе появляется электрический сигиал, который, в зависимости от его полярности, с помощью командоапарата 6 включает нснолиительный элемент пагрева 7 нли охлаждения 8 прокатного устройства.
Точность поддержания температуры установки онределяется ее тенлофизическимн иараметрами и условиями, также чувствительностью электрической схемы регулироваиия температуры.
Стабилизация температурного состояния нрокатного устройства позволяет полностью устранить погрещности, вызванные разогревом инструмента и деталей прокатного (стапа) и тем самым значительно повысить точность изделий, получаемых поперечно-клнновой нрокаткой.
Увеличение точности нроцесса ноперечноклиновой прокатки позволяет получать детали 4-5 классов точности или заготовки деталей с припусками под операцию щлифовки. Уменьшение припусков и сокращение последующих операций механической обработки дает значительный экономический
эффект.
Формула изобретения
1.Стан для поперечно-клиновой прокатки, содержащий установленные в станине
две параллельные плиты, клиновые инструменты, закрепленные на рабочих поверхностях нлнт, и нагревательные элементы, отличающийся тем, что, с целью новыщения точности нрокатанных изделий путем обеспечения постоянного теплового режима, он снабжен устройством для регулирования температуры и элементами охлаждения, причем нагревательные элементы и элементы охлаждения размещены в теле каждой плиты и связаны с устройством для регулирования температуры.
2.Стан по п. 1, отличающийся тем, что устройство для регулирования температуры выполнено в виде установленных в плитах датчиков температуры, элемента сравнения, соединенного с датчиками, задатчика темнературы, соединенного с элементом сравнения, и командоаннарата, вход
которого подключен к элементу сравнения, а выходы связаны с элементами нагрева и охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Стан для поперечно-клиновой про-КАТКи | 1978 |
|
SU795670A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЯ С УДЛИНЕННОЙ ОСЬЮ | 2005 |
|
RU2310539C2 |
| Способ прокатки изделий типа лап культиваторов и стан для его осуществления | 1987 |
|
SU1599151A1 |
| Стан для поперечно-клиновой прокатки | 1982 |
|
SU1031604A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ ДЛЯ ПРОКАТНОГО СТАНА | 2009 |
|
RU2523177C2 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |