Изобретение относится к обработке металлов давлением.
Цель расширение технологических возможностей за счет обеспечения возможности обработки широкохордных лопаток при неизменных осевых размерах рабочих валков.
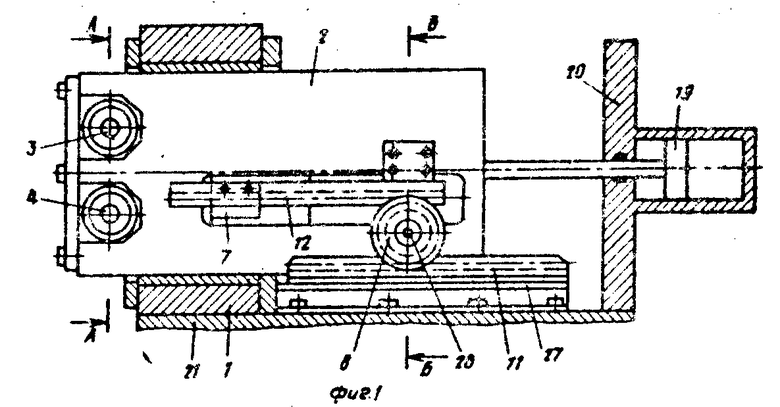
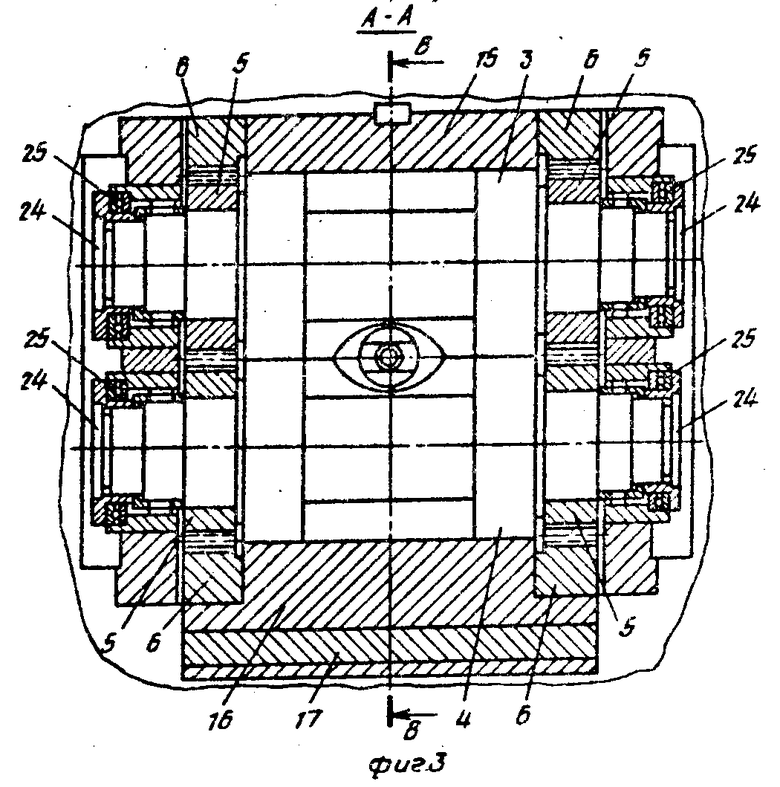
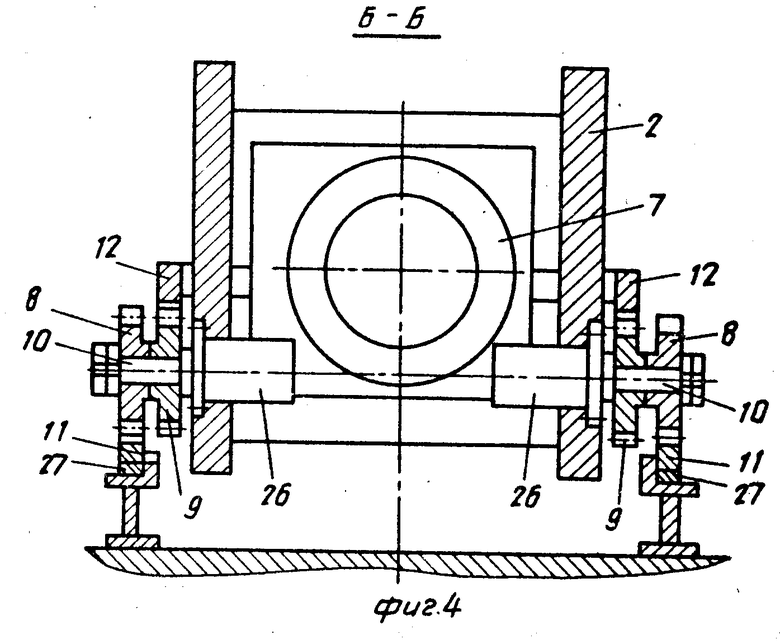
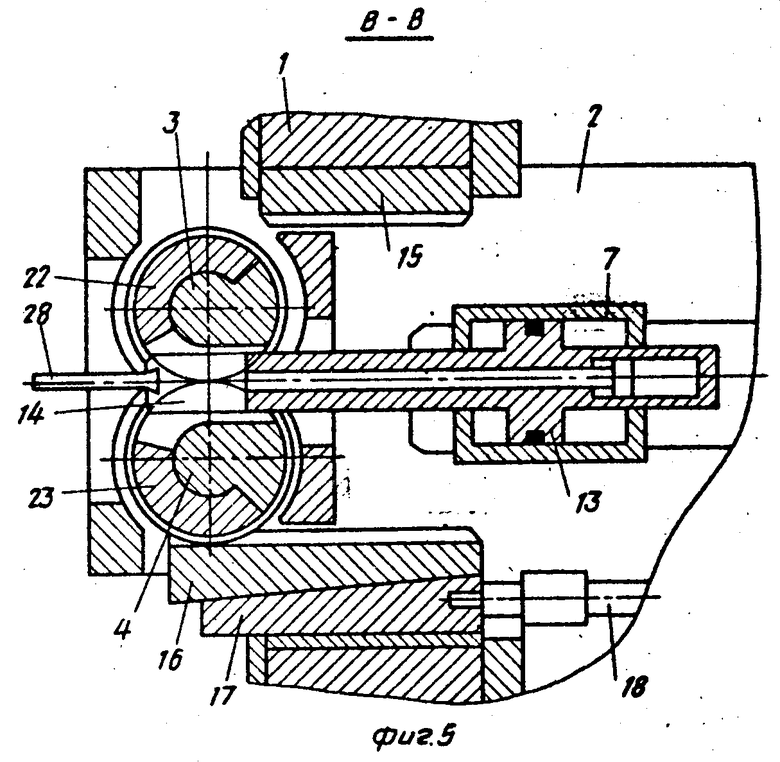
На фиг.1 показано устройство для вальцевания лопаток, вид сбоку; на фиг. 2 то же, вид сверху; на фиг.3 разрез А-А на фиг.1; на фиг.4 разрез Б-Б на фиг.1; на фиг.5 продольный разрез В-В на фиг.3.
Устройство для вальцевания лопаток содержит станину 1, имеющую форму параллелепипеда с прямоугольным отверстием, в котором с возможностью перемещения установлена рабочая клеть 2 с размещенными в ее передней части валками 3 и 4, связанными между собой зубчатыми колесами 5, размещенными на их торцовых поверхностях, зубчатые рейки 6, неподвижно установленные на станине с возможностью взаимодействия с зубчатыми колесами 5, и каретку 7 с приводом в виде двух зубчато-реечных передач. Зубчато-реечный привод каретки 7 снабжен двумя дополнительными зубчато-реечными передачами, в каждой из которых дополнительное зубчатое колесо 8 жестко связано с зубчатым колесом 9 привода каретки 7 и установлено на одной оси 10, закрепленной на боковых сторонах клети 2, а дополнительная рейка 11 жестко закреплена на станине 1 с возможностью регулирования по высоте. Зубчатое колесо 9 привода каретки связано с зубчатой рейкой 12, жестко закрепленной на каретке. Каретка 7 размещена в направляющих внутри клети 2. В каретке 7 смонтирован гидроцилиндр 13, на штоке которого закреплен узел 14 зажима лопаток. Зубчатые рейки 6 жестко укреплены по обе стороны верхней неподвижной плиты 15 и нижней клиновидной подвижной плиты 16, лежащей на клиновидной плите 17, перемещение которой происходит посредством трубы 18, соединенной клетью 2. Перемещение клети 2 во время вальцевания производит силовой цилиндр 19, жестко связанный с плитой 20, закрепленной на плите 21. Деформация лопатки производится сменными инструментами 22 и 23, закрепленными на рабочих валках 3 и 4. Регулирование валков в осевом направлении осуществляется посредством гаек 24, а осевые усилия, возникающие при вальцевании, воспринимаются шарикоподшипниками 25. Оси 10 установлены в опорах 26. Для обеспечения зацепления зубчатых колес 8 с неподвижными рейками 11 имеются прокладки 27, которые подшифpовываются на определенный размер для обеспечения зацепления.
Устройство работает следующим образом.
При установке заготовки лопатки 28 поршень силового цилиндра 19, клеть 2, каретка 7 и шток с узлом 14 зажима находятся в крайнем переднем положении.
При подаче рабочей среды в полость цилиндра происходит перемещение поршня силового цилиндра 19, шток которого перемещает клеть 2 с валками 3 и 4 внутрь станины 1. При этом валкам 3 и 4 сообщается вращательное движение вокруг их осей от зубчатых колес 5, зацепленных с неподвижными рейками 6. Одновременно со скоростью клети 2 перемещаются зубчатые колеса 8, которые обкатываются по неподвижным рейкам 11. От вращения зубчатых колес 8 вращаются зубчатые колеса 9, сцепленные с рейками 12, которые вместе с кареткой 7 перемещаются со скоростью, в два раза большей скорости клети. Начинается процесс вальцевания лопатки, при этом инструменты 22 и 23 валков 3 и 4 производят формообразование профиля лопатки.
В конце вальцевания поршень силового цилиндра 19, клеть 2, каретка 7 со штоком и узлом 14 зажима заготовки продолжают движение в крайнее положение до конечного выключателя, при этом труба 18, зацепляясь внутри за регулировочные гайки, выдерживает клиновидную плиту 17. Происходит опускание нижнего валка 4, после чего клеть 2, каретку 7 и валики 3 и 4 силовым цилиндром 19 возвращают в исходное переднее положение. В конце исходного положения труба 18 упирается в подвижную клиновидную плиту 17 и поднимает нижний валок 4 в рабочее положение.
В исходном переднем положении срабатывает конечный выключатель. Происходит реверс цилиндра каретки 7. Шток каретки с узлом 14 зажима заготовки и вальцуемый лопаткой перемещается в крайнее переднее положение через полость, которая образуется при отводе валков 3 и 4 в крайнее исходное положение. Готовую лопатку снимают с узла 14 зажима, устройство готово к дальнейшей работе.
Изобретение позволяет создать вальцовочный стан с широкими техническими возможностями (габариты пера вальцуемых лопаток 530х300 мм) при неизменных осевых размерах рабочих валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| 63/25-2711.09.78"Устройство для образования утолщений на полосе"казанс | 1978 |
|
SU770630A1 |
| Устройство для вальцовки лопаток с косым участком | 1989 |
|
SU1738453A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Устройство для вальцовки пера лопаток | 1977 |
|
SU737090A1 |
Изобретение относится к обработке металлов давлением. Цель - расширение технологических возможностей. Процесс вальцевания лопатки начинается с перемещения клети 2 внутрь станины 1. При этом валкам 3 и 4 сообщается вращательное движение. Одновременно с клетью 2 перемещаются зубчатые колеса 8, которые обкатываются по неподвижным рейкам 11. От вращения зубчатых колес 8 вращаются зубчатые колеса, входящие в зацепление с рейками 12, которые вместе с кареткой 7 перемещаются со скоростью, в два раза большей скорости клети 2. Начинается процесс вальцевания лопатки. При этом инструменты валков 3 и 4 производят формообразование профиля лопатки. В конце вальцевания клеть 2, каретка 1, валки 3 и 4 и готовая лопатка возвращаются в исходное положение. Выполнение привода каретки 7 с двумя дополнительными зубчато-реечными передачами позволяет обрабатывать широкохордные лопатки при неизменных осевых габаритных размерах рабочих валков. 5 ил.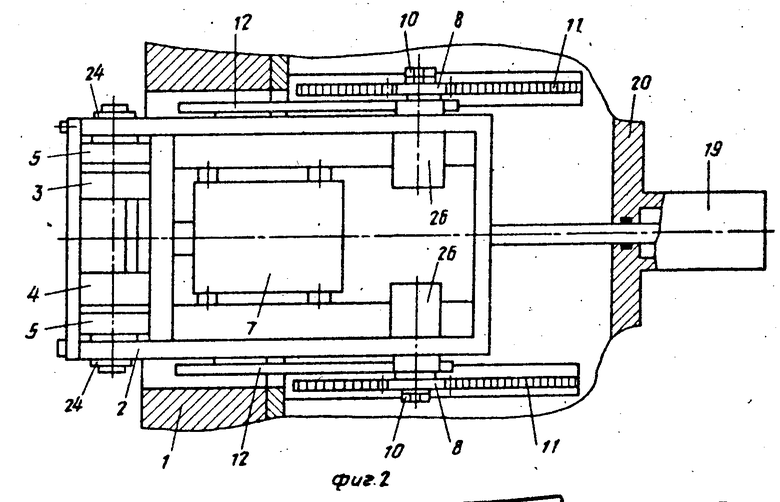
УСТРОЙСТВО ДЛЯ ВАЛЬЦЕВАНИЯ ЛОПАТОК, содержащее станину, имеющую форму параллелепипеда с прямоугольным отверстием, в котором с возможностью перемещения установлена рабочая клеть с размещенными в ее передней части валками, связанными между собой зубчатыми колесами, размещенными на их торцовых поверхностях, зубчатые рейки, неподвижно установленные на станине с возможностью взаимодействия с зубчатыми колесами и каретку с приводом в виде двух зубчато реечных передач, отличающееся тем, что, с целью расширения технологических возможностей, зубчато реечный привод каретки снабжен двумя дополнительными зубчато реечными передачами, в каждой из которых дополнительное зубчатое колесо жестко связано с зубчатым колесом привода каретки и установлено на одной оси, закрепленной на боковых сторонах клети, а дополнительная рейка жестко закреплена на станине с возможностью регулирования по высоте.
| ФОН! ЗНШЕРТОВ | 0 |
|
SU406611A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
