Предлагаемое изобретение относится S системам автоматического управления и может быть использовано при управлении автоматизированными электроприводами летучих ножниц или другими механизмами с переменным, .циклически повтор1пощимся графиком скорости движения.
Известны системы, содержеоцив задат чик, элемент сравнения, блок умножения усилитель-преобразователь, исполнительный маханизм, исполнительные ролики, датчики, квадратор, фильтр, корректирующий блок, нелинейный блок и выпрямитель р. ,
Из известных сисфам наиболее близкой по технической сушности является система управления приводом летучих ножниц, содержащая Ктожительно-делительный блок, первый сумматор, первый вход которого соединен с вьос од ом источника опорного напряжения, а второй вход - с первым входом второго сумматора, выходом задатчика мерной длины
и входом ключа, выход которого через последовательно соединенные регулятор перемещения, регулятор скорости н усилитель мощности подключен к приводу, датчик перемещений ножей, подключенный ко второму входу регулятора перемещения, датчик скорости ножей, подключенный ко второму входу регулятора скорости, датчик реза, подключенный к управляющему входу ключа, следящие ролики, на валу которых установлены датчик перемещения проката, подключенный к третьему входу регулятора перемещения проката, подключенный к третьему входу регулятора перемещения н датчик скорости проката, подключенный к третьему входу регулятора скорости н ко входу ограничителя минимальной скорости 2,
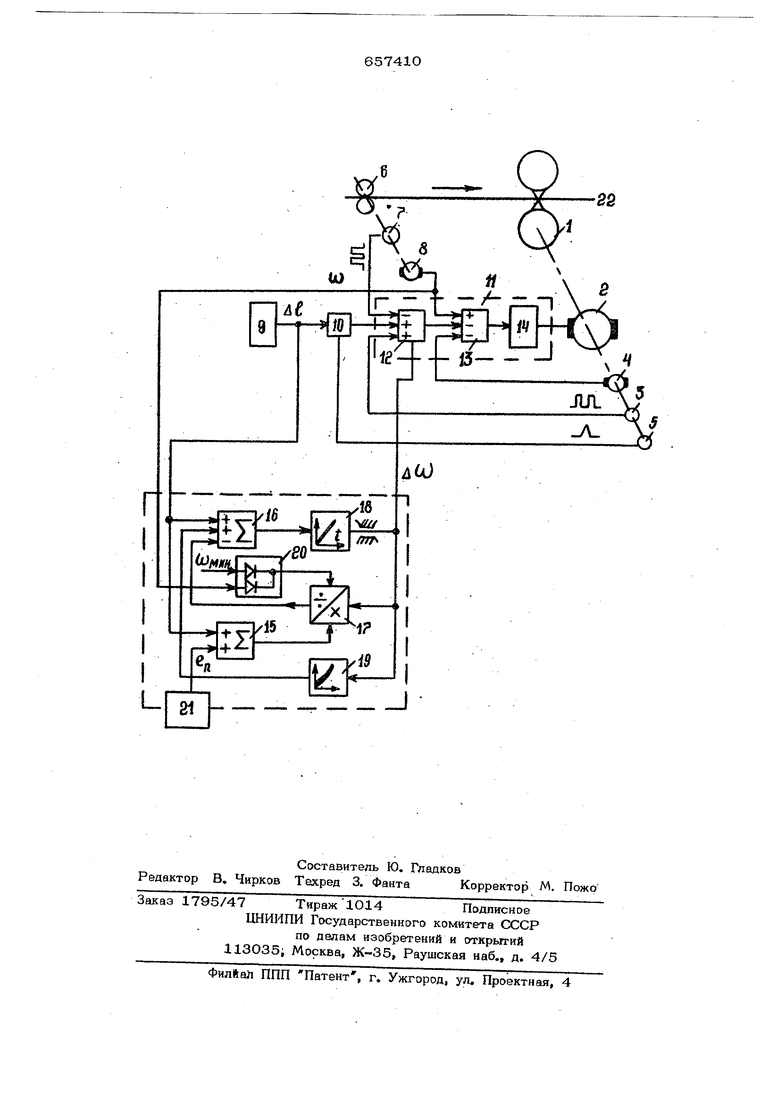
Недостатком известной системы является то, что в ней при изменении режимов резки перепад частот вращения привода ножниц в паузах между разами приводит либо к увел;1чению загрузки двигателя по теплу, Либо к нежелательному-уменьшению угла движения ножей с синхронной с прокатом скоростью (в области зоны реза) и, соответственно, к ухудшению тепловых условий и точности системы. Целью настоящего изобретения является повьш1ение точности и уменьшение нагрева привода системы. Поставленная цель достигается тем, что в системе установлены квадратор и йнгегратор, выход которого соединен с ч вергым входом регулятора перемешения, в дом квадратора и первым входом множител но елительного блока, второй вход которо го соединен с выходом ограничителя минимальной скорости, третий вход с выходом первого сумматора, а выход - со вторым входом второго сумматора, третий вход которого соединен с выходом квадратора, а выход - со входом интегратора. Блок-схема системы представлена на чертеже, где приняты следующие обозначения: ножи летучих ножниц 1, привод 2, датчик 3 перемещения ножей, датчик 4 скорости ножей, датчик реза 5, следшцие ролики 6, датчик 7 переме щения проката, датчик 8 скорости прока та, датчик 9 мерной длины, ключ 10, блок 11 формирования сигнала управления, регулятор 12 перемещения ножей, регулятор 13 скорости ножей, усилитель 14 мощности, первый и второй суммато ры 15, 1б, множительно-делительный 6inoK 17, интегратор 18, квадратор 19, блок 20 ограничения минимальной скоростн, источник опорного напряжения 21 прокат 22. Предлагаемая система работает след юпим о,бразом. При перемещении проката 22 блок 11 формирования сигнала управления обеспечивает управление приводом 2 но,жей летучих ножниц 1 для отрезания Шрньгх длин. Мерная длина определяется задатчиком 9 мерной длины, от коТорого в момент выхода ножей лету1их иожнид 1 из металла, фиксируемый датчиком реза 5, через ключ 10 в регулятор 12 перемещения ножей блока форми роваиия 11 сигнала управления вводится со знаком + величина (рассогласова- ние) UE t-Eo . Где 6 - заданная марная длина проката ЕО - путь перемещения ножей лету чих ножниц 1 на цикл реза. Путь перемещения проката 22 измеряется датчиком 7 перемещения проката следяшах роликов 6, который подключен по схеме отрицательной обратной связи ко входу регулятора 12 перемещения ножей блока 11 формирования сигнала управления. Путь перемещений ножей измеряется датчиком 3 перемещения ножей, который подключен со знаком + ко аходу регулятора 12 перемещения ножей блока 11 формирования сигнала управления , Выход регулятора 12 перемещения ножей подкдючен ко входу регулятора 13 скорости ножей и задает последнему величину перепада частоты вращения 4(0 привода 2 для отработки рассогласования йЕ , введенного от датчика 9 мерной длины, Ко входам регулятора 13 скорости ножей подключены также задающий сигнал датчика 8 скорости проката и сигнал отрицательной обратной связи датчика 4 скорости ножей. Датчик 8 скороети проката задает скорость ножей со , синхронную со скоростью проката в зоне реза. Функциональные блоки 15-21 обеспечивают ограничение вьпсодного сигнала регулятора 12 перемещения ножей-тагким образом, чтобы заданная регулятору 13 скорости ножей величина перепада частот вращения ) позволила в данном резки отработать рассогласование йЕ. и в то же время не увеличивать нагрев привода 2 ножей летучих ножниц 1, либо не уменьшить угла движения ножей летучих ножниц 1 с синхронной с прокатом 22 скоростью (в области зоны реза), и соответственно не ухудшать условИя и точность реза. Т,е, величина AtO является оптимальной в любых режимах резки. ВеличинаЛоУ определяется функциональньшси блоками 15-21 на основе соотношенияДе ,t -Abi-Kdajg, где В путь перемещения ножей в паузах между резами со скоростью, отличающейся от скорости перемещения проката К- постоянная, зависящая от велич,:ны ускорения привода 2 при отработке рассогласованияЛЕ . Сигнал, пропорциональный оптимальной величине Ли) , появляется на выходе интегратора 18, если вых.од интегратора 18 подключается ко входам множительноделительного блока 17 и квадратора 19, а выходные сигналы множитально-делительного блока 17 и квадратора 19 алгебраически суммируются с сигналом ЛЕ от датчика 9 мерной длины на сумматоре 16 и сумма сигналов подается на В.ХОД интегратора 18, Кроме того, на второй множительный вход множительно- делительного блока 17 необходимо подать сумму сигналов йВ+Вц от сумматора 15, а к делительному входу множительно делительного блока, подать сигнал СО от датчика 8 скорости проката. Сигнал ба необходимо пропустить через блок 20 ограничения минимальной скорости, чтобы ограничить минимальную величину этого сигнала при низких скоростярс, либо при останове стана. Интегратор 18 должен иметь ограничение по выходу, чтобы обеспечивалось соотношениь .t
При указанных соединения.х между функциональными блоками 15-20 выход-ной сигнал интегратора 18 пропорционален оптимальной величине До в любых режимах резки. Выходной сигнал 18 подается на вход ограничения регулятора перемещения ножей 12 блока формирования сигнала управления 11 и ограничивает на уровйёД л перепад частот вращения привода 2.
Таким образом, благодаря новым функциональным блокам и связям в предлагаемой системе уменьшается загрузка привода ножниц по теплу, либо исключается нежелательное уменьшение угла движения ножей с ЬинхронйОй с прокатом скорости (в зоне реза) и улучшаются условия и точность разрезания проката в любых режимах резки.
Формула изобретения
Система управления приводом летучих ножниц, содержащая множительно-делительный блок, пе)вьгй cyMMfaTOp, )В1.(й вход которого соединен с выходом источника опорного напряжения, а второй входс первым входом второго сумматора, выходом задатчика мерной длины и входом ключа, выход которого через последовательно соединенные регулятор перемещения, регулятор скорости и усилитель мошности подключен к приводу, датчик перемещения ножей, подключенный ко второму входу регулятора перемещения, датчик скорости ножей, подключенный ко второму входу регулятора скорости. Датчик реза, подключенный к управляюшему входу ключа, следящие ролики, на валу которых установлены датчик перемещения проката, подключенный к третьему входу регулятора перемещения и датчик скорости . проката, подключенный к третьему входу регулятора скорости и ко входу ограничителя минимальной скорости, отличающаяся тем, что, с целью повышения точности системы в ней установлены квадратор и интегратор, выход которого соединен с четвертым входом регулятора перемещения, входом квадратора и первым входом множитэпьно-делительного блока, второй вход которого соединен с вьпсодом ограничителя минимальной скорости, третий вход - с выходом первого сумматора, а -выход - со вторым входом второго сумматора, третий.вход которого соединен с выходом квадратора, а выход -
1 со .входом интегратора.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 457О77, в Об В 11/О1, 28.12,72,
2,Фишбейн В, Г. и др. О способах реализации зеисона изменения скорости электропривода летучих ножниц« Сб.
ЭА Электропривод издание Информэлект1 .роГ 1975, № 9/44. fOh-Mi . I / Л ГТг Г r-j-j- 0 L 
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Система управления профилегибочным агрегатом | 1981 |
|
SU952394A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |