(54) СТАН ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС ПОСРЕДСТВОМ ВАЛЬЦЕВАНИЯ ГОРЯЧИХ ЗАГОТОВОК | 1946 |
|
SU69665A1 |
| Устройство для поперечной прокатки | 1976 |
|
SU642061A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Стан поперечно-клиновой прокатки | 1982 |
|
SU1225658A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU607629A1 |
| Стан поперечно-клиновой прокатки | 1978 |
|
SU733174A2 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
| Устройство для поперечно-клиновой прокатки | 1976 |
|
SU559759A1 |
Изобретение относится к эбрабэтке металлов давлением и может быть использовано для поперечной прокатки периодических профилей плоскими инструментами.
Известен стан для поперечной прокат- К.Н периодических профилей, содержащий плоские клиновые инструменть, установленные на салазках, размещенных в станине с возможностью встречного переме- щения в параллельных плоскостях.
Недостатком известного стана является то, что он не обеспечивает автоматической программной смены плоского инструмента при мелкосерийном производстве профилей.
d предлагаемом стане этот недостаток устранен счет того, что он снабжен двумя усгановпенн.1ми в станине барабанами с параппепьными продольны- ми осями, а также механизмом поворота барабанов вокруг своих осей и механизмом их перемещения в направпении, перпендикулярном оси прокатки, при этом барабаны выполнены с равномерно распопоженными по их периметру пазами, в которых раэмешень; сапазки.
Л еханизм повороти кажпого барабана выполнен в виде сипового цилинара, свя- заыного с храповым устройством.
Механизм перемещения каждого барабана выполнен в виде системы рычагов, связанных со штоками силовых цилиндров.
Стан снабжен счетчиком готовых изделий, электрически связанным с механизмами поворота и механизмами «оперечного перемещения барабанов.
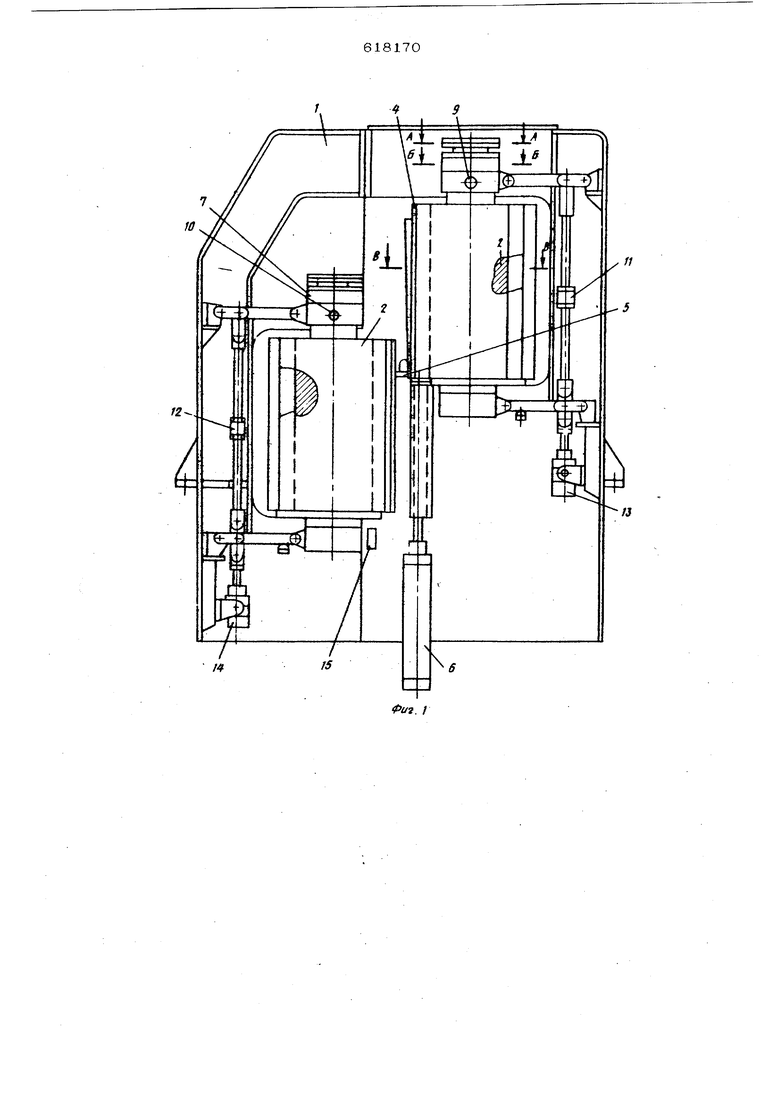
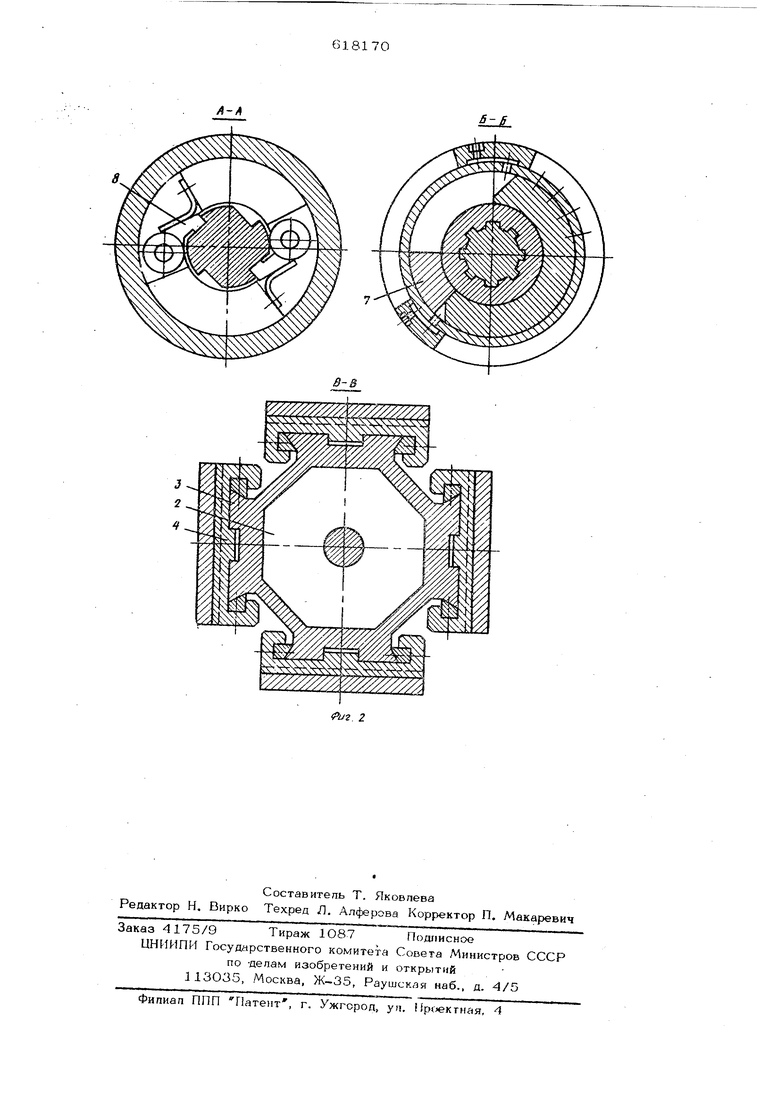
На фиг. 1 показан описываемый стаи, общий вид; на фиг. 2 - сечения А-А Б-Б и В-В фиг. 1.
Стан для поперечной прокатки с автоматической программной сменой ннстр)умвта состоит из станины 1, двух, поворотных барабанов 2 с пазами-направляющими 3, салазок с плоским клиновым инст рументом 4, приемного устройства 5, главного силового цилиндра 6, поворот ных сиповых цилиндров 7 с храповыми
устройствами 8, фиксаторов 9 и 10 положения,системы рычагов 11 и 12 с циппндрами 13 н 14 и счетчика 15.
Стан апя поперечной прокатки может работать как в автоматическом цикле, т. е. быть встроенным в автоматическую иинию н работать по заранее составленной и заданной программе, так и управпятьса вручную.
В автоматическом цикпе стан работает образом. Нагретая до 11CX5-12OQ С заготовка автоматически пооается на приемное устройство 5, вкпючаетса рабочий пипиндр 6, и ходовая сапазка с писюйим кянновым инструментом 4 перемещается вниз, обкатывая заготовку н придавая ей требуемую форму. Пройдя прокатку, за даксированная счетчиком 15 готовая йетагеь попадает на конвейер, который перемещает ее в короб готовой прогукцни.
Хозсюая сапазка с плоским кпиновым инструментом 4 перемещается рабочим цилиндром 6 вверх, принимая следующую Заготовку. Цвкл повтор51ется,
Посде того как стан прокатает зара нее заданное коничество детапей, он ав- томатнчески останавливается, вкпючаютс цнпишфы систем рычагов 11 и 12 и фиксаторы 9 и 10 поножения. Поворотны аияинлры 7 развсфапивают барабаны 2 на 9С7 подавая дпя работы слецукяцую пару салазок с плоским кпиновым инструментом. Система рычагов с ципиндрами 13 и 14 и фиксаторы положения возвращаются в исходное положение, фиксируя и стопсфя поворотные барабаны 2. В мо- мент поворота одного барабана ходовая сапазка 4 входит в зацепление с рабочим ципинщэом стан, может продолжать работу, прокатБ1вая новую деталь.
При ручном управлении все вышеперечисленньге операции осуществляются оператором с пульта управления.
Предлагаемый стан может легко встраиваться в автоматические линии и работать по заранее заданной программе в цехах, имеющих большую номенклатуру деталей, вьпrycкiaeмыx мелкими сериями.
Формула изобретения
и механизмом их перемещения в направлении, перпендикуп5фном оси прокатки, при этом барабаны выполнены с равномерно расположенными по их периметру пазами - направляющими в которых раэ- мешены салазки.
W
fZ-.
3 2
.
/////// 7/.
