Изобретение относится к оборудованию для изготовления профильных изделий типа тел вращения поперечно-клиновой прокаткой и может быть использовано в машиностроении.
Цель изобретения - повышение коэффициента использования рабочего времени стана поперечно-клиновой прокатки путем минимизации затрат времени на замену инструментальных плит.
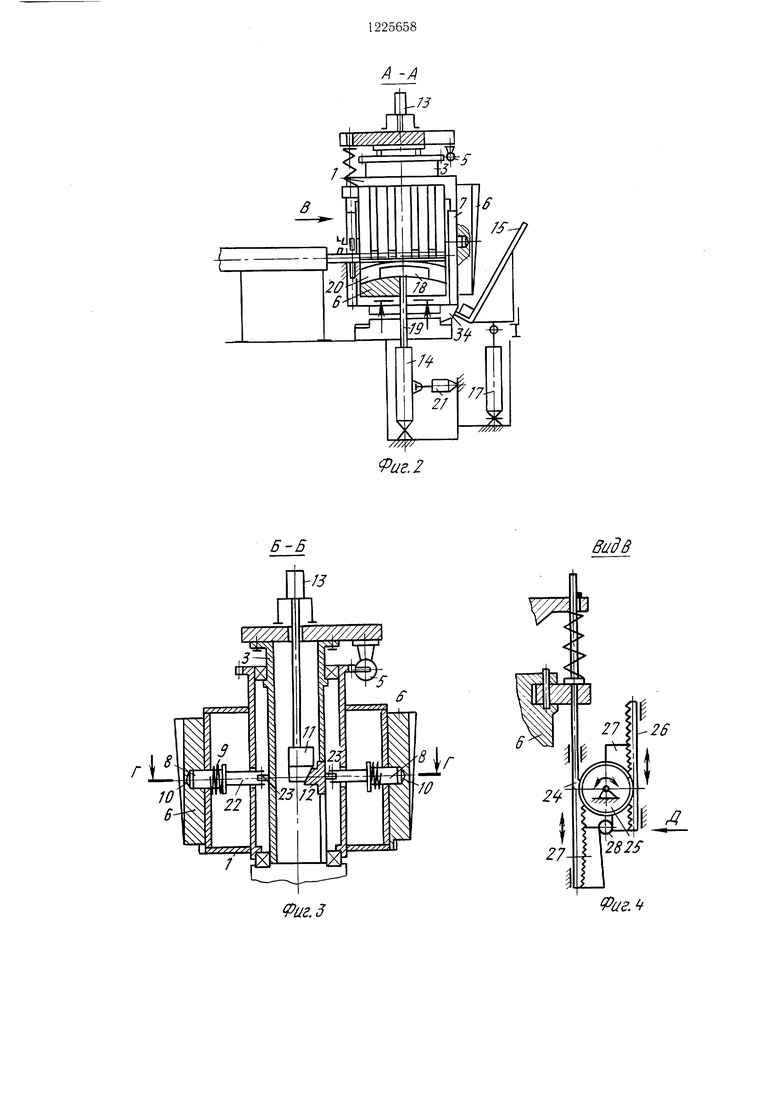
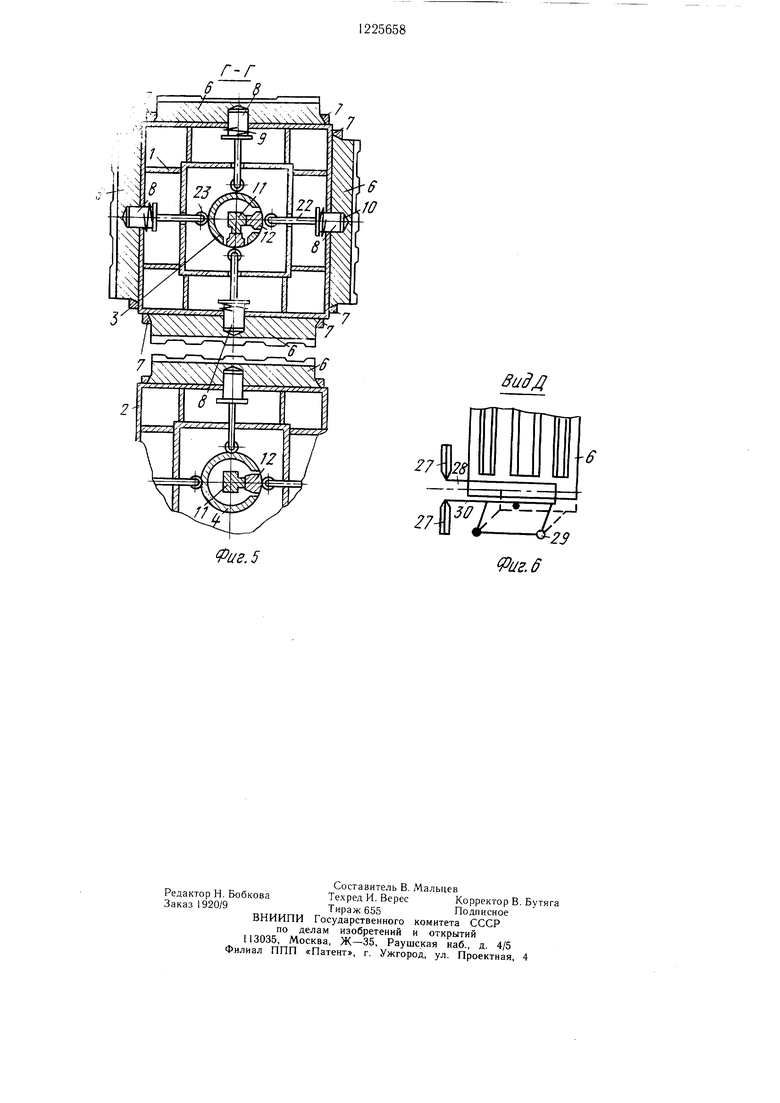
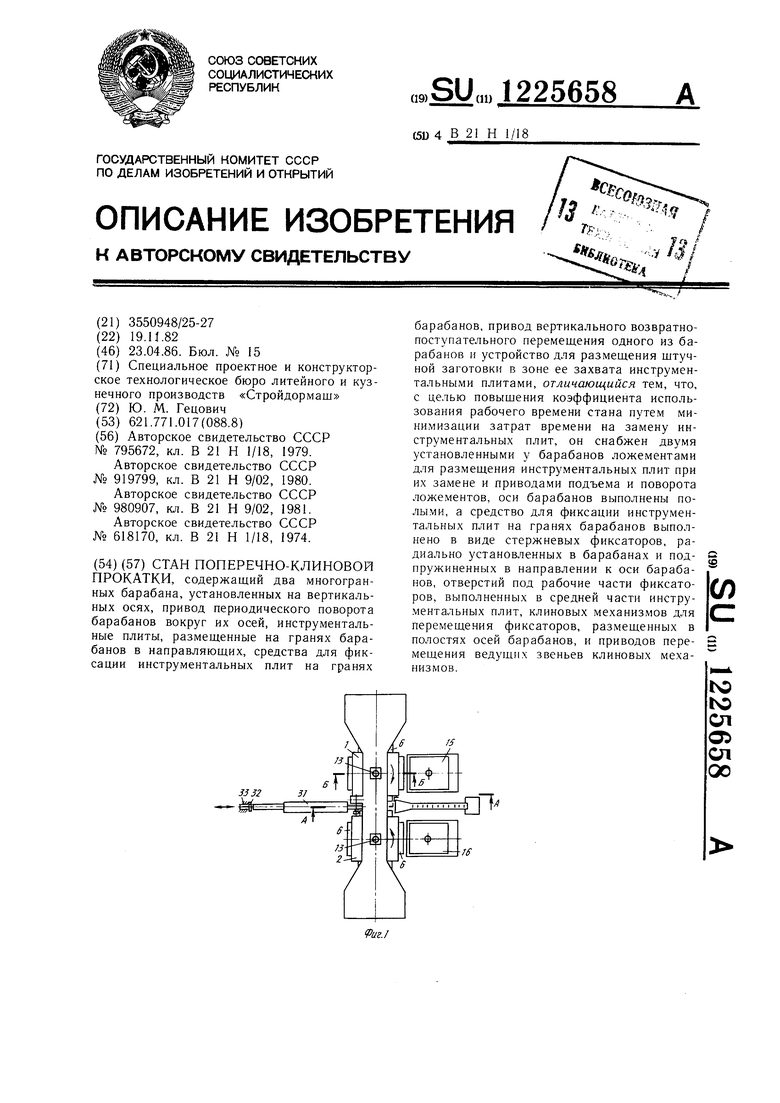
На фиг. 1 изображен стан поперечно-клиновой прокатки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - вид Д на фиг. 4.
Стан поперечно-клиновой прокатки содержит два многогранных барабана 1 и 2, установленных на вертикальных осях 3 и 4, привод 5 периодического поворота барабанов 1 и 2 вокруг их осей, инструментальные плиты 6, размещенные на гранях барабанов 1 и 2 в направляющих 7, и средства для фиксации инструментальных плит 6 на гранях барабанов, выполненные в виде стержневых фиксаторов 8, радиально установленных в барабанах и подпружиненных пружинами 9, отверстий 10 под рабочие части фиксаторов 8, выполненных в средней части инструментальных плит 6, клиновых механизмов 11 и 12 для перемещения фиксаторов 8, размещенных в полостях осей 3 и 4 барабанов 1 и 2, и приводов 13 перемещения ведущих звеньев клиновых механизмов. Стержневой фиксатор 8 может быть выполнен цилиндрическим или коническим, или другой формы.
Стан содержит также привод 14 возвратно-поступательного перемещения одного из барабанов, два установленных у барабанов 1 и 2 ложемента 15 и 16 для размещения инструментальных плит 6 при их замене и привод 17 подъема и поворота ложементов 15 и 16.
Барабан 1 может быть связан с приводом 14 его возвратно-поступательного перемещения, например, посредством радиусной шпонки 18, закрепленной на штоке 19 привода и размещенной в радиусном пазу 20 инструментальной плиты 6. Для ввода и вывода шпОнки 18 в радиусный паз служит дополнительный привод 21.
На штоке 22 фиксатора 8 могут быть закреплены ролики 23, посредством которых осуществляется взаимодействие с ведомым звеном клинового механизма и обкатывание по осям 3 и 4 при повороте барабанов 1 и 2.
В стане поперечно-клиновой прокатки может быть смонтирован механизм отрезки
щтучнои заготовки от прутка, выполненный в виде приводной рейки 24, связанной с ней паразитной щестерни 25, дополнительной рейки 26 и закрепленных на этих рейках ножей 27.
Устройство для размещения штучной заготовки 28 может быть выполнено, например в виде подпружиненного (пружиной 29) щар- нирного параллелограмма 30.
Стан поперечно-клиновой прокатки мо жет быть снабжен также нагревателем 31 для нагрева прутков и толкателем 32 для подачи прутков в рабочую зону. Толкатель 32 может быть закреплен в приводе (не показан) с возможностью вращения в опо5 рах 33.
Нагретый в нагревателе 31 пруток подается толкателем в зону отрезки, где закрепленными на рейках 24 и 26 ножами 27 отрезаются щтучные заготовки 28, которые попадают на подпружиненный параллело0 грамм 30. Последний, разворачиваясь, направляет заготовку 28 в зону между инструментальными плитами 6 двух соседних барабанов 1 и 2. Барабан 1 перемещается воз- вратно-поступате тьно от привода 14 через
5 закрепленную фиксатором 8 на грани барабана 1 инструментальную плиту 6. При этом, при движении барабана 1 вверх, ножами 27 осуществляется отрезка щтучнои заготовки 28, а при его движении вниз - прокатка заготовки между инструментальными пли0 тами 6.
При необходимости смены инстру.менталь- ной плиты 6 приводом 21 радиусная шпонка 18 выводится из радиусного паза 20 инструментальной плиты 6. Барабан 1 поворачивается приводом 5 так, что сменяемая инструментальная плита оказывается в зоне расположения ложемента 15. Приводом 17 ложемент 15, перемещаясь по копиру 34 подводится под инструментальную плиту 6. Привод 13 перемещает вверх ведущее звено
0 клинового механизма, благодаря чему под воздействием пружины 9 его ведо.мое звено вместе с роликом 23 и штоком 22 выводит фиксатор 8 из отверстия 10 инструментальной плиты 6. Последняя устанавливается на ложемент 15 и приводом 17 выводится из направляющих 7 барабана 1. При установке новой инструментальной плиты 6 все операции выполняются в обратном порядке. Замена инструментальных плит 6 барабана 2 осуществляется аналогичным образом.
0 Предлагаемая конструкция стана поперечно-клиновой прокатки обеспечивает механизацию трудоемкой операции замены инструментальных плит, благодаря чему уменьшается время смены инструмента и повыща- ется коэффициент использования рабочего
5 времени стана.
-i
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Автоматическая линия для поперечно-клиновой прокатки заготовок квадратного сечения | 1982 |
|
SU1202674A1 |
| Автоматическая линия для производства изделий переменного сечения | 1986 |
|
SU1444044A1 |
| Автоматическая линия для безоблойной штамповки поковок длинномерных изделий | 1986 |
|
SU1402402A1 |
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1319989A1 |
| Способ изготовления деталей с удлиненной осью | 1985 |
|
SU1274831A2 |
Б-Б
us.2
Виде
sJ
аг.
ffudM
Фиг. 5
иг.6
| Стан для поперечно-клиновой про-КАТКи | 1979 |
|
SU795672A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Плоскопрокатный автомат | 1980 |
|
SU919799A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан для поперечной прокатки | 1974 |
|
SU618170A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
