Изобретение относится к автоматическим устройствам для дозирования жидкого металла, в частности для автоматического дозирования меди в процессе заливки ее в изложницы при производстве медных анодов.
По основному авт. св. № 50О892 из- .вестно устройство для автоматического дозирования металла в изложницу, содержащее емкостной датчик, измерительный блок и блок автоматики для управления наклоном разливочного ковша и раздаточной печи, а также второй датчик, расположенный над поверхностью изложницы, заливка которой предстоит, коммутатор, схему сравнения, запоминающее устройство и механизм вертикальных перемещений датчиков.
При производстве медных анодов одним из качественных показателей, кроме веса, является заданная равномерность распределения металла по полотну анода, которая обеспечивается правильной установкой изложницы перед началом разлива металла.
При нарушении заданной установки изложниц, т. е. нарушения горизонтальности ее, толщина полотна отливаемого анода получается неодинаковой по его сечениям, что приводит к нарушению режима последующего процесса электролитического рафинирования.
В частности это может привести к не. равномерной выработке анода в процессе электролиза и, следовательно, к увеличению количества анодных остатков, vвeличивается вероятность возникиовения коротких замыканий.
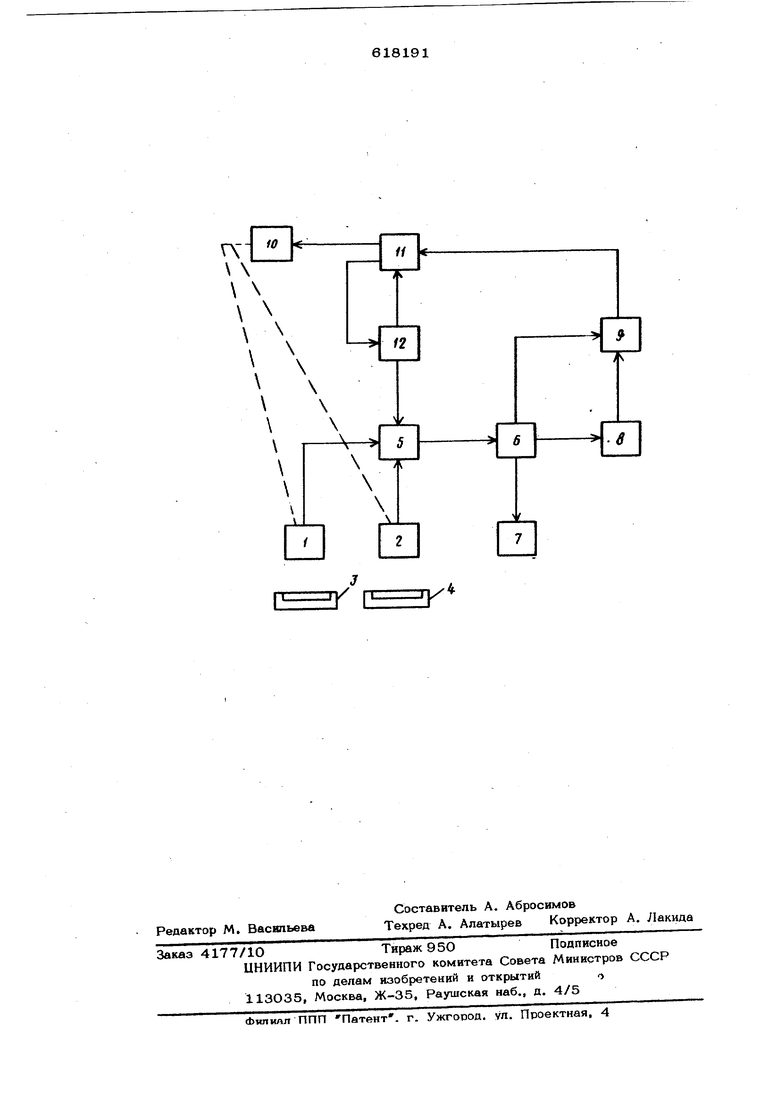
Нарушение положения изложниц может возникнуть как при первоначальной их установке, так и в процессе разлива вследствие технологических сбоев в работе разливочного комплекса. Контроль правильности установки изложниц в настоящее время на заводах цветной металлургии осуществляется вручную, визуально, что не может обеспечить требуемой точности и оперативности контроля, особенно в процессе разлива металла. Целью изобретения является повышение точности геометрической формы отл1шае.мых аьодоз. Для этого устройство для аБтомат11ческого дозирования металла дополнительно снабжено ключом и блоком управления, ко торый своими выходами подключен к коммутатору, пр1толу разливочной машины и ключу, а схема сравнения через ключ соединена с механизмом верзтикальных перемещений и блоком управления. На чертеже представлена блок-схема предлагаемого устройства. Устройство содержит датчики 1 и 2 уровня, установленные над изложницами 3, 4 соответственно заливаемой и идущей под заливку, коммутатор 5, измерительную схему 6, блок 7 автоматики, который обрабатывает управляющие сигналы наклона и подъема ковша и раздаточной печи, запоминающее устройство 8, схему 9 сравнения, механизм Ю вертикальных перемещений, ключ 11 и блок 12 управления, осуществляющий управление работой устройства в режиме измерения дозы металла и в режиме контроля положения изложния. Устройство работает следующим образом. Перед началом разлива металла включается устройство для контроля положения изложниц. При этом по сигналу с блока 12 управления коммутатор 5 подключает датчик 1 уровня к измерительной схеме 6, на выходе которой формируется сигнал, пропорциональный расстоянию между пластинами датчика 1 и дном изложницы 3. Этот сигнал подается в запоминающее устройство 8. Затем блок 12 управления выдает сигнал на привод разливочной машины, которая приходит в движение и пере.ещает изложницу 3 относительно пластин датчика 1 так, чтобы®пластины датчика 1 находились у противоположной кромки дна ИЗЛОЖН1ЩЫ. При этом происходит новое измерение расстояния между пласти нами датчика 1 и дном изложницы 3. Это сигнал с из.мерительной схемы 6 подается на вход схемы 9 сравнения, на другом входе которой дежурит сигнал с запоминающего устройства 8. Стенал запускает схему 9 сравнения, при этом на выходе ее всзникает сигнал, величина которого с выбранной точностью харзактеризует отклонение дна изложницы 3 от горизонтальной плоскости. Это сигнал через ключ 11 поступает в блок 12 з равления, с которого при заданной величине разности выдается команда о наличии первоначально установленной изложницы с большой выработкой дна. При этом блок 12 управления запускает привод разливочной машины так, чтобы под пластинами датчика 1 оказалось дно изложницы 4. В дальнейшем работа устройства аналогична описанному выше. При розливе- ключ 11 по сигналу с блока 12 подключает выход схемы 9 сравнения к механизму вертикальных перемещений датчиков, для стабилизации расстояния мржду измерительным датчиком 1 и дном изложницы, находящейся под заливкой. Контроль за положением изложниц в горизонтальной плоскости может осуществляться и в самом процессе розлива, при этом блок 12 программного управления выдает команды на контроль изложницы перед началом заливки в нее металла, и на привод карусельной машины для пропуска неправильно установленной изложницы. Таким образом, использование устройства позволяет повысить точность геометрической формы отливаемых анодов, исключив отливку заведомо бракованных анодов, что дает возможность значительно снизить неравномерную их выработку в процессе электролиза и, следовательно, вероятность возникновения коротких замыканий. Формула изобретения Устройство по авт. св. N° 500892, отличающееся тем, что, с целью повышения точности геометрической формы отливаемых анодов, оно сгшбжено и блоком управления, выходы которого подключены к коммутатору, приводу раэлиаочной машины и ключу, а схема сравнения через ключ соединена с механизмом вертикальных перемещений и блоком управления. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство №500892, кл. В 22 1) 39/00, 06.11.74, 1976,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозированного розлива металла на карусельной машине | 1989 |
|
SU1699709A1 |
| Устройство для дозирования металла в изложницы | 1979 |
|
SU900976A1 |
| Весовой дозатор для разливки металла в изложницы | 1981 |
|
SU996096A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ МЕТАЛЛА ПРИ ОТЛИВКЕ АНОДОВ | 1972 |
|
SU337196A1 |
| Устройство для ввода дисперсных материалов в струю жидкого металла | 1988 |
|
SU1629150A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| Устройство для дозирования жидкого металла | 1990 |
|
SU1756016A1 |
| Устройство для взвешивания жидкого металла в ковше | 1990 |
|
SU1722684A1 |
| СИСТЕМА И СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ РОЗЛИВА ИНГРЕДИЕНТОВ ДЛЯ ПРИГОТОВЛЕНИЯ ПРОДУКТА | 2008 |
|
RU2500612C2 |