Изобретение относится к металлургическому и литейному производству, в частности к устройствам для отливки стальных слитков.
Цель изобретения - повышение надежности устройства и качества слитка.
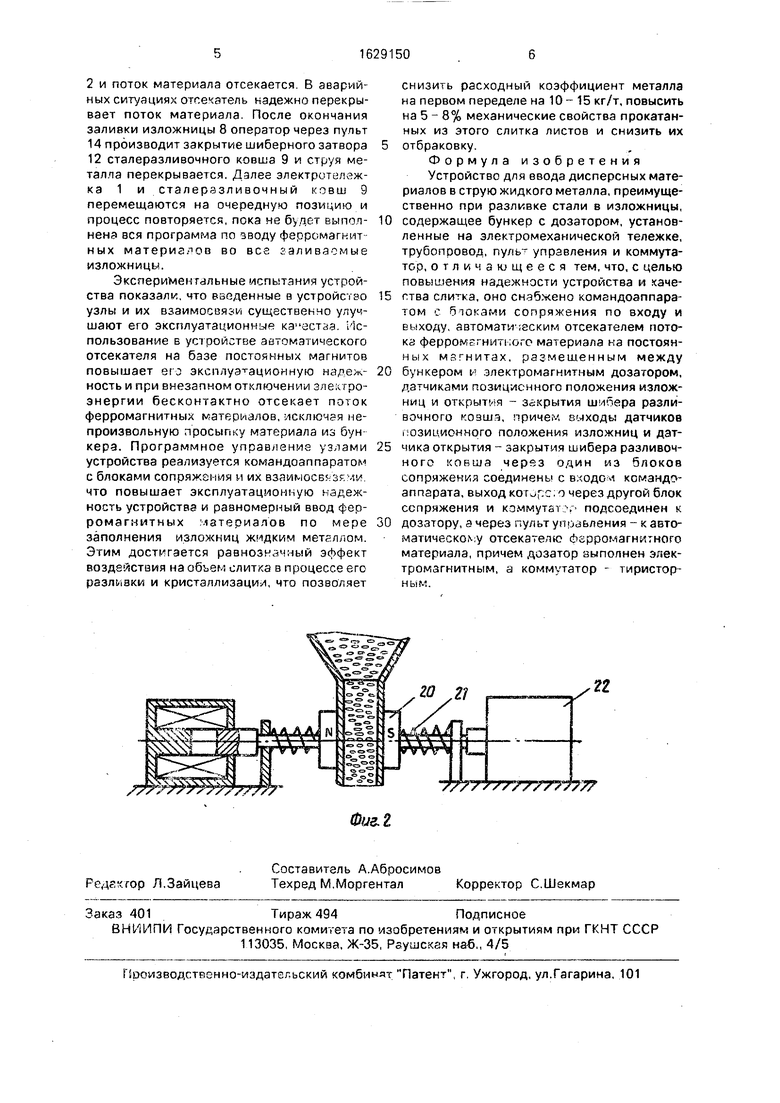
На фиг.1 представлена схема устройства ввода дисперных ферромагнитных материалов в струю жидкого металла; на фиг.2 - конструкция автоматического отсекателя потока материала.
Устройство для ввода дисперсных ферромагнитных материалов (фиг.1) содержит электромеханическую тележку 1, на которой расположены бункер 2 с патрубком 3, заполненным ферромагнитным дисперсным материалом 4, автоматический отсекатель 5 потока материала, электромагнитный порционный дозатор 6 материала 4, который по трубопроводу 7 попадает в изложницу 8 в процессе заполнения ее металлом из стале- разливочного ковша 9. Перемещение электромеханической тележки 1 осуществляется приводом 10, положение которого относительно изложницы 8 определяется датчиком 11 позиционного положения.
Сталеразливочный ковш 9 снабжен шиберным затвором 12, состояние которого (открыт - закрыт) определяется датчиком 13. Схема управления вводом материалов состоит из пульта 14 управления, командо- аппарата 15 на однокристальной микро- ЭВМ типа КР145И1607, программируемого постоянно запоминающего устройства (ППЗУ) 16, блоков 17 и 18 сопряжения по входу и выходу. Включение дозаторов осуществляется через тиристорный коммутатор 19. Автоматический отсекатель 5 потока материала состоит из двух узлов, каждый из которых составлен из постоянного магнита 20, проушины 21 и тягового электромагнита 22.
Устройство работает следующим образом.
В соответствии с объемом изложниц температуры жидкого металла, изменения скорости заполнения каждой изложницы по мере уменьшения уровня металла в разливочном ковше 9 на командоаппарате 15 устанавливаются временные программы ввода ферромагнитного материала 4 для каждой изложницы в зависимости от ее позиции. После этого с пульта 14 управления
оператор выводит электротележку 1 на позицию первой из ряда последовательно размещенных изложниц 8 При этом с датчика 11 положения изложницы 8 поступает сигнал на первь й вход блока 17 сопряжения.
Одновременно сталеразливочный ковш 9 мостовым краном (не показан) подается на ту же позицию. Управление мостовым краном осуществляется автономно. Для заливки изложницы 8 оператор с пульта14
управления открывает шиберный затвор 12 и металл из сталеразливочного ковша 9 начинает поступать в изложницу 8. Открытое положение шиберного затвора 12 фиксируется датчиком 13, сигнал которого поступает на второй вход блока 17 сопряжений, а с его выхода на командоаппарат 15 и из про граммируемого постоянного запоминающего устройства (ППЗУ) 16 вызывает первую подпрограмму цикла дозирования ферромагнитного материала.
При этом через пульт 14 включается автоматический отсекатель 5 на постоянных магнитах, которые оттягиваются от патрубка 3 бункера 2 и ферромагнитный материал
4, под воздействием сил гравитации свободно поступают в активную зону электромагнитного порционного дозатора 6,который работает по заданной программе. При этом материал свободно перемещается по наклонному трубопроводу, образуя сплошной поток, и направляется в изложницу 8, в струю металла из сталеразливочного ковша 9. После выполнения первой подпрограммы отключается автоматический отсекатель 5,
магниты прижимаются « патрубку 3 бункера
2 и поток материала отсекается. В аварийных ситуациях оггечатель надежно перекрывает поток материала. После окончания заливки изложницы 8 оператор через пупьт 14 производит закрытие шиберного затвора 12 сталеразливочного ковша 9 и струя металла перекрывается. Далее электротележка 1 и сталерззливочный ковш 9 перемещаются на очередную позицию и процесс повторяется, пока не выпоп- нена вся программа по зводу ферромагнитных материалов во все заливаемые изложницы.
Экспериментальные испытания устройства показала, что введенные в устройство узлы и их взаимосвязи существенно улучшают его эксплуатационные кэ естзз. Использование в устройстве автоматического отсекателя на базе постоянных магнитов повышает его эксплуатационную надежность и при внезапном отключении электроэнергии бесконтактно отсекает поток ферромагнитных материалов, исключая непроизвольную просыпку материала из бункера. Программное управление узлами устройства реализуется командоаппаратом с блоками сопряжения и их взаимосв ЗЕИИ что повышает эксплуатационную надежность устройства и равномерный ввод ферромагнитных материалов по мере заполнения изложниц жидким метрллом. Этим достигается равнозначный эффект воздействия на объем слитка в процессе его разливки и кристаллизации, что позволяет
снизить расходный коэффициент металла на первом переделе на 10 - 15 кг/т, повысить на 5 - 8% механические свойства прокатанных из этого слитка листов и снизить их
отбраковку.
Формула изобретения Устройство для ввода дисперсных материалов в струю жидкого металла, преимущественно при разливке стали в изложницы,
содержащее бункер с дозатором, установленные на электромеханической тележке, трубопровод, пуль управления и коммутатор, отличающееся тем, что, с целью повышения надежности устройства и хачегтва слитка, оно снабжено командоаппара- том с бюками сопряжения по входу и выходу, автоматическим отсекателем потока ферромсгнип;огс материала на постоянных магнитах, размешенным между
бункером v электромагнитным дозатором, датчиками позиционного положения изложниц и открытая - закрытия шипера разливочного козшз, причем выходы датчиков позиционного положения изложниц и датчика открытия - закрытия шибера разливочного ковша через один из блоков сопряжения соединены с входе/ командо- аппарата, выход ког.с. о через другой блок сопряжения и кэммутат v подсоединен к
дозатору, а через пульт упо ьления - к автоматическому отсекателю Ферромагнитного материала, причем дозатор выполнен электромагнитным, а коммутатор - тиристор- ным.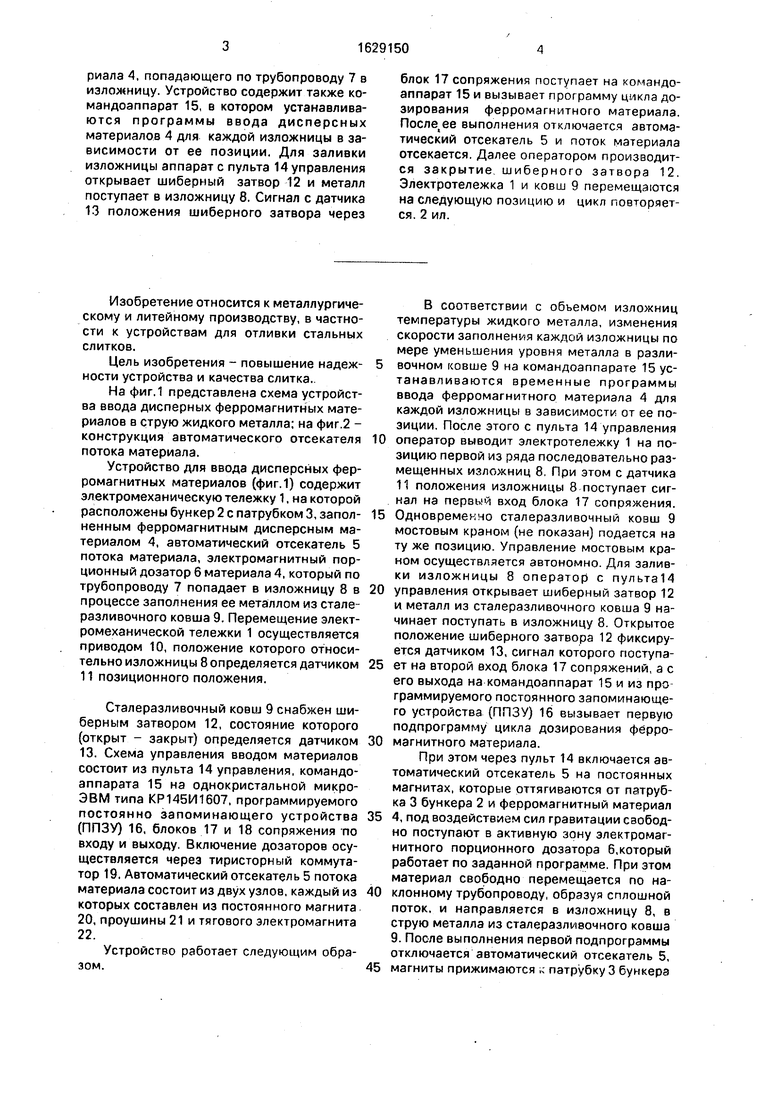
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Способ разливки стали и устройство для его осуществления | 1982 |
|
SU1034835A1 |
| Способ разливки металлов и сплавов | 1990 |
|
SU1780922A1 |
| Способ разливки кипящей стали | 1988 |
|
SU1687362A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| Устройство для ввода металлическойдРОби B СТРую жидКОгО МЕТАллА | 1979 |
|
SU812419A1 |
| Устройство для выпуска металла из разливочного ковша | 1990 |
|
SU1787681A1 |
| Устройство для разливки металла | 1987 |
|
SU1493383A1 |
| Способ скоростной разливки спокойной стали и устройство для его осуществления | 1989 |
|
SU1675047A1 |
Изобретение относится к литейному производству, в частности к устройствам для отливки стальных слитков. Цель изобретения - повышение надежности устройства и качества слитка. Сущность изобретения заключается в том, что устройство содержит электромеханическую тележку 1 с буккером 2, заполненным ферромагнитным дисперсным материалом 4, автоматический отсекатель 5 потока материала, элеткромагнитный дозатор 6 мате
777/7
| Фомченко С.И | |||
| и др | |||
| Очистка отливок | |||
| Л.: Машиностроение, 1969, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Патент США № 3802407, кл | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| Устройство для ввода металлическойдРОби B СТРую жидКОгО МЕТАллА | 1979 |
|
SU812419A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| , | |||
