(54) ИНЖЕКЦИОННЫЙ МЕХАНИЗМ ЛИТЬЕВОЙ МАШИНЫ ЦП Я ПОЛИМЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел впрыска литьевой машины | 1990 |
|
SU1699792A1 |
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
| Пластикационный узел литьевой машины | 1988 |
|
SU1551559A1 |
| ТЕРМОПЛАСТАВТОМАТ | 1966 |
|
SU181264A1 |
| Пластикационный узел литьевой машины | 1988 |
|
SU1500496A1 |
| 5И6ЛИСТЕКА | 1973 |
|
SU361893A1 |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
Изобретение относится к изготовлению изделий из полимеров методом литья под давлением.
Известен инжекционный механизм литьевой машины для полимеров, .содержащий пластикационный цилиндр, в котором расположен шнек, совершаюпдий враш,ательное и поступательное движения 1.
Недостатками этого механизма являются периодичность процесса пластикации и изменение эффективной длины шнека в процессе набора дозы впрыска, что приводит к температурному перепаду по длине дозы впрыска, а это существенно ухудшает качество изделий.
К предлагаемому инжекционному механизму наиболее близок инжекционный механизм литьевой машины для полимеров, содержащий пластикационный цилиндр с зонами загрузки и выдавливания и перепускным каналом, соединенным с этими зонами, размещенный в пластикационном цилиндре щнек и установленный в перепускном канале инжекционный алунжер 2.
В этом механизме перепускной канал выполняет также функцию инжекционной камеры. Поэтому в процессе циркуляции полимера по замкнутому контуру всегда находится одно и то же количество полимера вне зависимости от объема отливаемого изделия, что удлиняет время пребывания полимера в инжекционном механизме. Это ухудшает качество полимера, а для термонестабильных материалов возникает онасность разложения.
Целью изобретения является повышение качества расплава полимера за счет регулирования объема перепускного канала.
Пель достигается тем, что предлагаемый механизм снабжен регулировочным плунжером, смонтированным в перепускном канале с возможностью возвратно-поступательного перемещения.
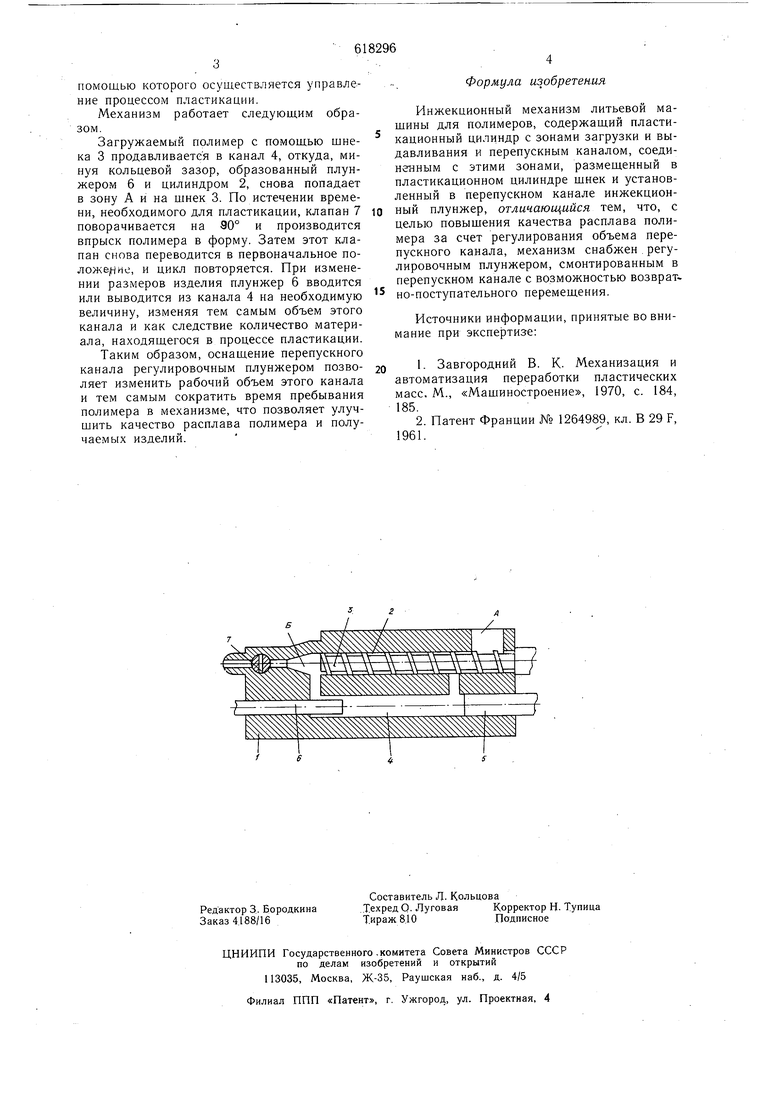
На чертеже изображен инжекционный механизм.
Механизм содержит корпус 1, пластикациовный цилиндр 2 с зонами А и Б соответственно загрузки и выдавливания, в котором размещен шнек 3. В перепускном канале 4, выполненном в цилиндре 2, установлен инжекционный плунжер 5 и слюнтирован с возможностью возвратно-поступательного перемещения регулировочный плунжер 6. В сопловой части зоны Б расположен запорный клапан 7, с
помощью которого осуществляется управление процессом пластикации.
Механизм работает следующим образом.
Загружаемый полимер с помощью щнека 3 продавливается в канал 4, откуда, минуя кольцевой зазор, образованный плунжером 6 и цилиндром 2, снова попадает в зону А и на шнек 3. По истечении времени, необходимого для пластикации, клапан 7 поворачивается на Э0° и производится впрыск полимера в форму. Затем этот клапан снова переводится в первоначальное положе|Ние, и цикл повторяется. При изменении размеров изделия плунжер 6 вводится или выводится из канала 4 на необходимую величину, изменяя тем самым объем этого канала и как следствие количество материала, находящегося в процессе пластикации.
Таким образом, оснащение перепускного канала регулировочным плунжером позволяет изменить рабочий объем этого канала и тем самым сократить время пребывания полимера в механизме, что позволяет улучщить качество расплава полимера и получаемых изделий.
6
Формула изобретения
Инжекционный механизм литьевой мащины для полимеров, содержащий пластикационный цилиндр с зонами загрузки и выдавливания и перепускным каналом, соединенным с этими зонами, размещенный в пластикационном цилиндре щнек и установленный в перепускном канале инжекционный плунжер, отличающийся тем, что, с целью повышения качества расплава полимера за счет регулирования объема перепускного канала, механизм снабжен регулировочным плунжером, смонтированным в перепускном канале с возможностью возвратно-поступательного перемещения.
Источники информации, принятые во внимание при экспертизе:
