Изобретение относится к литейному производству и может быть использовано для изготовления разовых моделей по способу вакуумной формовки с применением синтетической ппенки, вакуума и сухого формовочного материапа без связующего.
Известен способ изготовления разовой модели, включающей .НЕШОжение синтетической ппенки на поверхность рабочей ПОПОС ти оснастки, повторяющей конфигурацию отливки, заполнение ее сухим формовочным материалом, создание в рабочей попости модели разрежения и извлечение модели из оснастки fll .
Известен также способ изготовления разовой модели, который предусматривает использование разъемной оснастки с конфигурацией рабочей полости, повторяющей конфигурацию отливки. В этой оснастке по способу вакуумной формовки изгота&ливают разовую модель, которую затем иcпoльзyюf для изготовления неразъемной литейной формы из сыпучей самогвердеющей смеси путем заформовывания в нее
разовой модели. После отверждения смеси, находящейся с внещней стороны модели,пол ость моделиотключают от вакуумной системы к сообщают с атмосферой, в ре зультате чего материал модели легко удаляется из формы r2j .
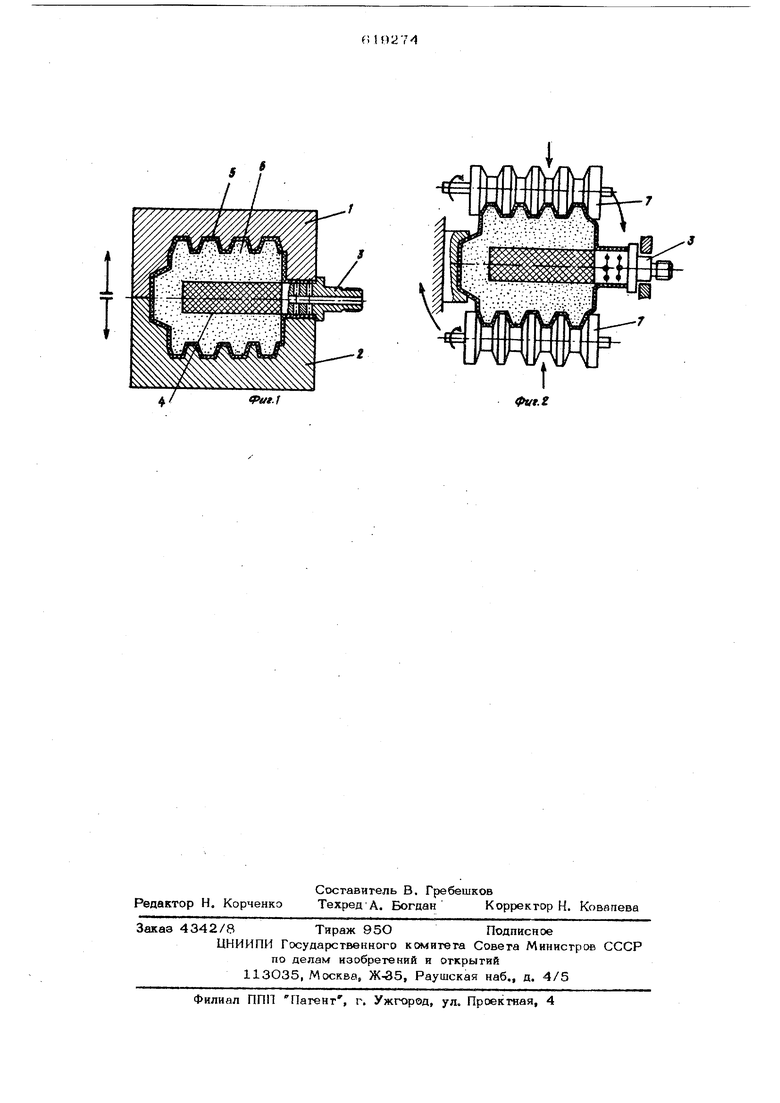
Общим недостатком известных способов изготовления разовых моделей является наличие дефектов, оставленных на модели по разъему от оснастки. В результате этого на отливках также получаются дефекты, которые совершенно недопустимы, например, на грузовых барабанах для наматывания стального троса, так как тро быстро перетирается на шкивах и т.п., деталях. Для того, чтобы ликвидировать дефекты питья, приходится вводить механическую обработку отливок. Однако такая механическая обработка весьма затруднительна, поскольку приходится вести обработку по литейной корке, и режущий инструмент быстро затупляется. Кроме того, после снятия литейной корки резко снижается срок службы грузовых барабанов и т.п. деталей, поскольку литейная корка хорошо противостоит истиранию, разрушению и повышает срок службы деталей. Цель изобретения - устранение дефекте, оставленных на модели от разъемной схгнасткя. Цель достигается тем, что после извлечения из оснастки модель калибруют. Изготовление моцепи по способу вакуумной формсжки осуществляется с испопьз1 анием синтетической пленки { в виде мешка) или пленки, наносимой в жи ком виде на поверхность рабочей полости оснастки с поспедующим ее отверждением. Затем производится; калибрование модели или накатывание профиля путем обкатки профильными роликами поверхности модели для устранения дефектов, остав ленных на модели от оснастки. При этом внутренняя, полость модели остается подключенной f вакуумной системе. На фиг. 1 показана оснастка для изгот жления- разовой модели на фиг. 2 схема калибрования (или накатывания про филя) профильными роликами -для устранения дефектов, оставленных на модели от оснастеи. Оснастеа для изготовления разовой модели с применением вакуума и сухого формовочного материала без связующего включает две половины 1 и 2, вакуумпровод Э с перфорированной оболочкой 4 синтетическую пленку 5 а сухой формово ный материал 6. Калибрование модели производят при ПСЛ40ЩИ профильных накатных роликов 7. Может быть также исиапь эован оаив оанопро1|шльный ролик для накатывания винтовой канавки. Изготовление разовсй модели -осуществляют следующим образом. Внутрь оснастки вводят синтетическую пленку яибо в жидком виде с поспедук щим отверждением на поверхности рабочей полости оснастки, либо в виде мешка смазавного силиконом или иной смазкой и максимально прнбпиженного по форме к рабочей поаосгя оснастки, после чего в полость мешка подают избыточное давление воздуха (можно подогретого), а затем внутрь мешка вводят сухой формово вый ма-тбриал.беа связующего и вакуумпрсжод 3. После вибрационного уплотнени формовочного материала вакуум-провод подключают к вакуумной системе. Далее половины 1 и 2 оснастки раскрывают и изготовленную модель калибруют для ycTfранения дефектов, которые остаются на модели от оснастки. Профипьные накатные ропики 7, обкатываясь вокруг неподвижно закрепленной модели, сжончательно оформ1ляют профиль модели, при этом вакуумпровод 3 остается подключенным к вакуу ной системе. Разрежадгие в полости мооели О,4 - О,5 к ГС/см . Модель заформовывают в сиижи по известному способу вакуумной формовки, причем в формовочном материале, окружающем модеш, создают разрежение О,8 0,9 кгс/см , сохраняя перепад давления О,4-О,5 кгс/см по обе стороны синте7Т ческой плзнки. Затем полость модели отключают от вакуумной систем ч сообщают ее с атмосферой, извлекают вакуум-прсжод 3 из модели, а сухой формовочный материал удапяют из полости модели. Облицовочная пленка 5 модели становится облицовкой полости литейной формы, псжторяюшей конфигурацию отливки. Во время заливки и последующего затвердевания отливки опока остается подключенной к вакуумисй системе, при этом разрежение поддерживается в предела х О,4О,5 кгс/см. Формула изобретения Способ изготовления разовой модели, включающий наложение синтетической пленки на поверхность рабочей полости оснастки, повторяющей конфигурацию отливки, а аполнение ее сухим формовочным материалом, создание в рабочей полости разрежения и извлечение м зйепи из оснастки, отличающийся тем, что, с целью устранения дефекте, оставлен ных на модели от сюнастки, после извлечения из оснастки модель кагтбрук)т. Источники.информации, лринятые во внимание при экспертизе: 1. Патент Япйни;и № 51-20377, заявка № 47-1182О8, кл. В 22 С 7/ОО, 1976. 2о Патент Японии № 51-1215 заазка № 47-50О65, кл, В 22 С 9/О2, 1976. (Реферативный журвап Техноло,гйя машиностроения Jvfe 12,1976, реферат 12Г217П).
at.f
Фиг.г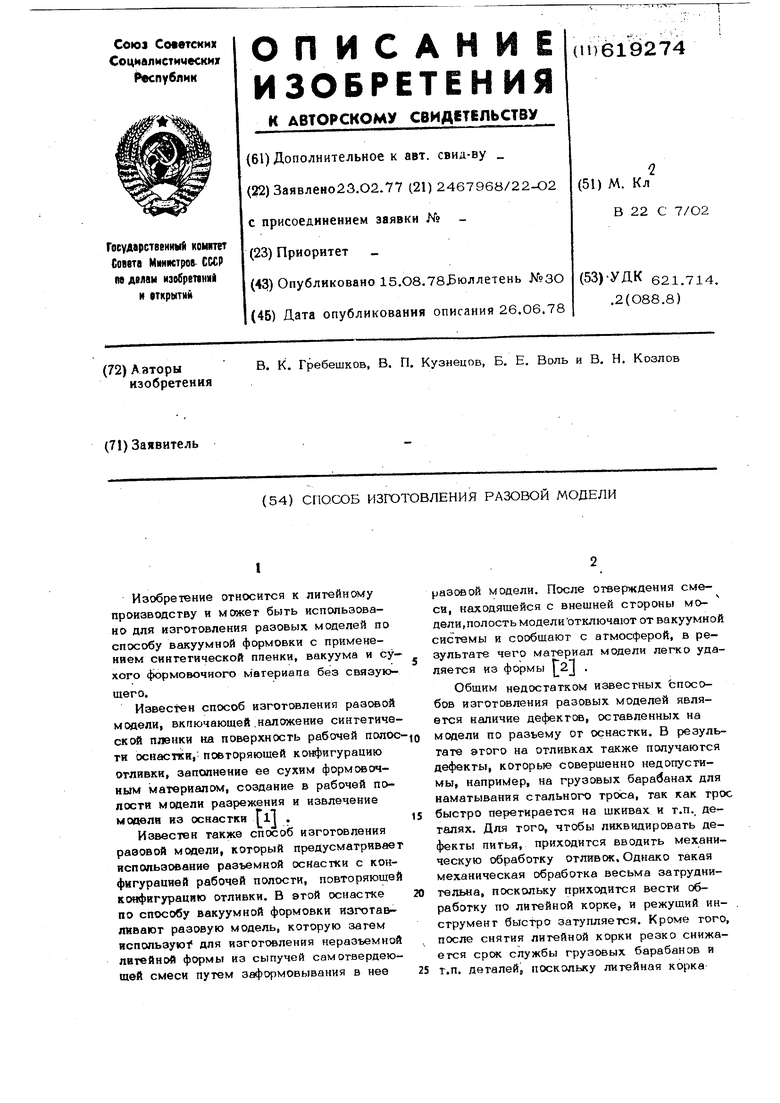

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Установка для вакуумной формовки | 1978 |
|
SU710763A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |