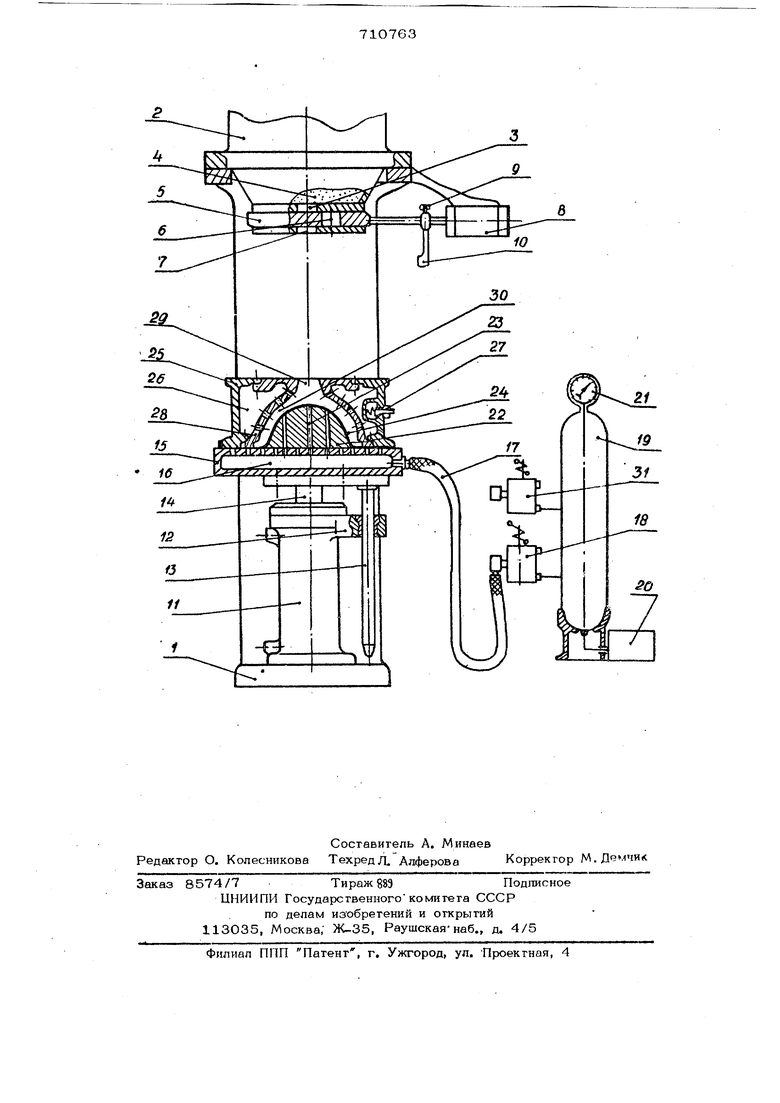
Изобретение огносигся к литейному производству, в частности к оборудованию для вакуумной формовки. Известно устройство для изготовления литейных форм по способу вакуумной формовки, представляющее собой опоку со встроенной фильтрующей оболочкой. Полость между моделью, облицованной пленкой, и фильтрующей оболочкой заполняется сухим формовочным материалом, поступающим из бункера под действием собственного веса через наполнительное отверстие, перекрываемое по окончании заполнения заслонкой i . Наиболее близким по технической сущности к предлагаемому изобретению является устройство, представляющее собой опоку, в стенках которой выполнен с клапаном автономный вакуумный аккумулятор, отделенный от рабочей полости опоки фильтрующей оболочкой, и модельную оснастку, при этом фильтрующая оболочка выполнена сменной и по модели увеличенной пп толиину рабочей полости, причем опока заполняется но бункера сухим формовочным .материалом и подвергается вибрации с целью его уплотнения в опоке 2 . Однако, известные устройства имеют заниженную производительность при формовке, вызванную медленным заполнением опоки сухим формовочным материалом, осуществляемым из бункера под действием собственного веса. Кроме того, наличие вибрационного устройства для уплотнения формовочного материала вызывает шум и ухудшает условия работы в цехе, при этом заполнение опоки сухим формовочным материапом через открытое наполнительное отверстие в опоке сопрювождается выделениями пыл, что также ухудшает условия труда в нехе, и вызывает необходимость установки дополнительных пылеотсасывающих устройств, на привод которых затрачивается эняргия. Цель изобретения - поир.пнгино произодительности и улучщгиио условии трудо. 37 Указанная цель достигается тем, что в предлагаемой усгановке для вакуумной формовки бункер выполнен в виде гермеглзи.роваиной пескодувной головки по край ней мере с Одним надувочным соплом и с приводнь М шиберным затвором, перекрывающим над вочное сопло, расположенное соосно с наполнигельным отверстием в глухой опоке, причем приводной шиберный затвор-снабжен кулачком для включения клапана опоки, зафиксированной на формовочном столе. На чертеже иаобралсена установка для вакуумной формовки, продольный разрез. Установка для вакуумной формовки содержит сташ1ну 1, бункер 2 с отверстием 3, заполкенный сухим формовочным материалом 4 и выполненный в виде пескодувной головки с шиберным затвором 5, в котором имеется отверстие 6 и надувочное сопло 7, Затвор связан с гидроцилинд ром 8, на штоке которого при стопора 9 закреплен кулачок 10, которы.й может ггореставляться вдоль штока в завчсимости от размеров опоки, В нижней части сганины соосно с буш ;ером установ лен -viPxaiinaM подъема опок, представляющий гидроцилиидр 11с приливом 12, 3 который входит направляющая штанга 13 На штоке 14 закреплен формовочный стол 15, имек)и1ий полость 16, связанную при помощи гибкого вакуу мирово да 17 с вакуз- -гньил клапаном 18, подключенным к вакуумному аккукулятору 19. Вакуумный кпапан 18 при включении соединяет формовочный стол с вакуумным аккумулятором, перекрывая атмосферу, а при выкпюч;:.нии перекрывает вакуумную систек-гу и сообщает форковочный стол с атмосферой Разрех ение в вакуумном аккумуляторе обеспечивеется вакуумным насосом 20, величина разрежения контролируется вакуумметром 21. . На г|юрмовочком столе 15 установлена модель 22, имеющая отверстия 23 малого диаметра {0,5-0,8 мм), связанные с полостью 16. На чертеже показана модель, облицованная герметизирующим элементом 24, например синтетической пленкой (устройство закрепления пленки на опоке на чертеже не показано), и глухая опока 25 с встроенным вакуумным а1-скумулятором 26 клапаном 27, сменной (в зависимости от конфигурации отливки) нер4юрированной оболочкой 28, отверстием 29 для заполнения pa6o4eii полости 30, заключенной между моделью, облицованной герметизи34рующим элементом и пер||юрирова1гной оболочкой. Опока 25 зафиксирована на формовочном с.толе 15 (4|иксаторы не показаны) и вместе с формовочным столом 15 за счет и1танги 13 занимает ои1зеделенное положение относительно надувочного сопла 7. Подключение опоки 25 к вакуумному аккумулятору 19 производится при покющи вакуумного клапана 31 вакуумпровода (на чертеже не показан)через клапан 27. Для обеспечения работы установки используется гидропривод (на чертеже не показан). Установка для вакуумной формовки работает следующим образом. Опока 25 вместе с герметизирующим элементом 24 устанавливается на формовочный стол 15,. полость 16 которого при помощи гибкого вакуумнровода 17 и вакуумного клапана 18 подключается к вакуумному аккумулятору 19, при этом модель 22-через отверстия 23 облицовывается герметизирующим элементом 24, например нагретой синтетической пленкой или металлической фольгой. В случаях изготовления форм для стального литья предусматривается нанесение быстросохнущего иротивопригарно- го покрытия (например ири иомощ.и краскораспылителя) на облицовьгвяюший модель герметизирующий элемент со стороны формовочтюго материала перед поджи мом опоки к пескодувттой головке. Затем включается гидроцилиидр 11 механизма подъема опок и опока 25 поджиг ается к надувному соплу 7 бу 1кера 2, т.е. к горизонтальной рабочей плоскости пескопувной головки. При включении гидроцилиндра 8 шибер 5 смещается Е.ТВ.о, в результате чего отверстие G совмещается с отверстием 3 и соплог-. 7, при этом одновременно кулачок lij, связанный со штооткрывает клапан ком гидрсципиндра 27, сообщая с атмосс юрой рабочую полость 30 через перфорированную оболочку 28 и встроенный вакуумный аккумулятор 26. Это обеспечивает свободный быход воздуха при пескодувном занолнении рабочей полости сухим формовочным материалом и достаточно хорощее его уилот-неиие в опоке. После этого шибер 5 воз- вращается в исходное положение (показано на чертеже), клапан 27 закрывается, : а опока 25 опускается. К 27 иодклю.ается вакуумпровод (па чертеже не.показан), связанный с вакууMIH IM клапаном 31 (аналогичен вакуумному клапану 18). Наполнител1 ное отверстие 29 57 закрывается заглушкой из синтетической пленки или иного герметизирующего элемента, подаваемого при помощи устройст ва или вручную для изоляции полости 30 or атмосферы. После этого включается вакуумный клапан 31, подключающий опо ку 25 к вакуумному аккумулятору 19, при этом вакуумный клапан 18 выключается, отключая полость 16 формовочного стола 15 от вакуумного аккумулятора 19 и сообщая ее с атмосферой, В результате этого заформованная опока легко отделяется от модели 22 и после закрытия кла пана 27 и отключения вакуумпровода передается на сборку, где снова подключает ся к вакуумной системе. Наличие встроенного вакуумного аккумулятора 26 в бпоке 25 позволяет после отключения в-акуумпровода, например с байонетным соединением (на чертеже не показан), сохранить конфигурацию литейной формы во время транспортировки, например в другой пролет литейного цеха на заливку, и не тяггуть гибкие вакуумпроводы через цех Аналогично изготавливается вторая половина формы на второй установке .для вакуумной формовки. После заливки, выбивки форм и обдувг:и опоки повторно поступают к установкам йпя вакуумной формовки. Предложенное техническое решение обеспечивает повышение производительнос ти при вакуумной формовке в 2-3 раза за счет автс матизированного пескодувного заполнения рабочей полости опоки сухим г|юрмоБОчным материалом вместо заполнения из бункера под действием собственного веса, исключения операции (а 36 следовательно затрат времени) вибрационного уплотнения сухого фсчрктовочного материала в опоке, посколр:,ку уплотнение осуществляется одновременно при пескодувном заполнении рабочей полости опоки. Формула изобретения Устарювка для вакуумной формовки, содержащая станину со смонтированным на ней бугасером с сухим формовочным материалом, модель с формовочным столом, связаннь1М с вакуумной cиcтe юй, опоку с автономным вакуумным аккумулятором с клапаном, фильтрующую оболочку и ме хагшзм подъема опоки, установленный соосно с напопнительным отверстием в опоке, отличающаяся тем, что, с целью повышения производительности « улучшения условий труда, бункер выполнен в виде герметизированной пескодувной головки, по крайней мере с одним наддувочным соплом и с приводным шиберным затвором, перекрывающим наддувочное сопло, расположенное соосно с наполнительным отверстием в опоке, причем приводной шиберный затвор снабжен кулачком включения клапана опоки,, зафиксированной на формовочном столе. Источники информапии, принятые во внимание npVi экспертизе 1.Патент ФРГ № 2516158, кл. В 22 С 5/12, 1976. 2.Авторское свидетельство СССР по заявке № 218387О/22-02, кл. В 22 С 21/ОО, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| Установка для вакуумной формовки | 1981 |
|
SU975186A2 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |