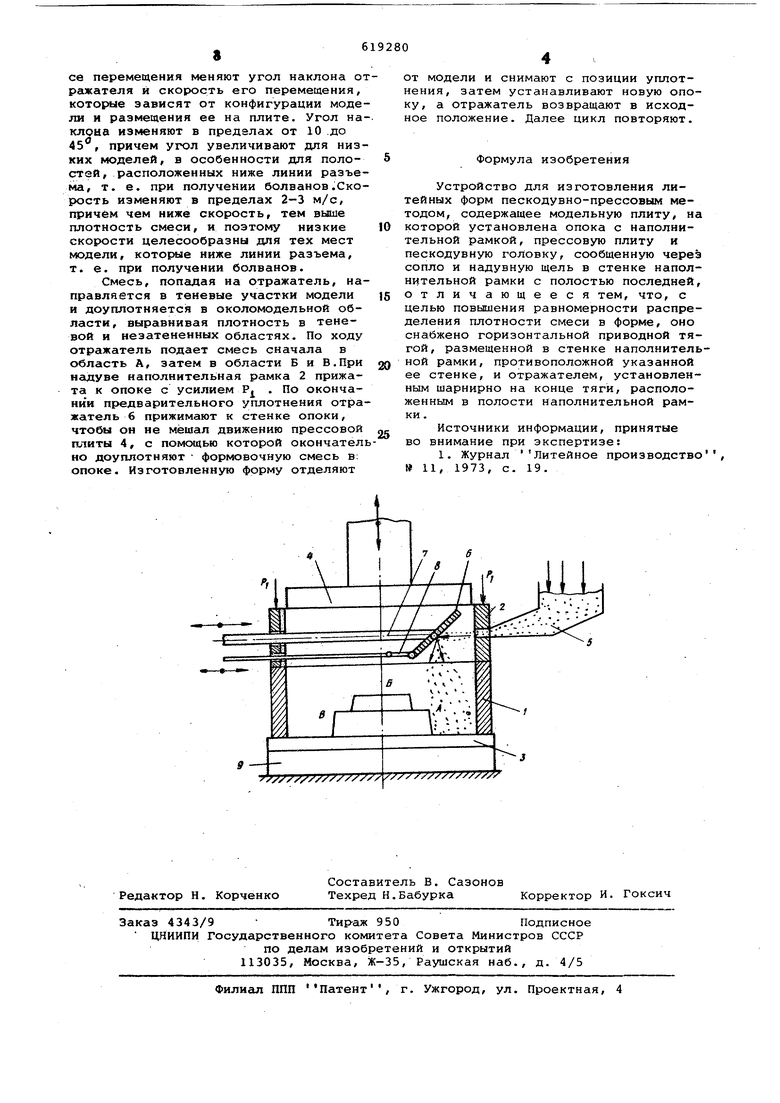
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ се перемещения меняют угол наклона от ргокателя и скорость его перемещения, которые зависят от конфигурации модели и размещения ее на плите. Угол на клоиа изменяют в пределах от 10 до , причем угол увеличивают для низких моделей, в особенности для полостей, расположенных ниже линии разъема, т. е. при получении болванов.Скорость изменяют в пределах 2-3 м/с, причём чем ниже скорость, тем выше плотность смеси, и поэтому низкие скорости целесообразны для тех мест модели, которые ниже линии разъема, т. е. при получении болванов. Смесь, попадая на отражатель, направляется в теневые участки модели и доуплотняетс;я в околомодельной области, выравнивая плотность в теневой и незатененных областях. По ходу отражатель подает смесь сначала в область А, затем в области Б и В.При надуве наполнительная рамка 2 прижата к опоке с усилием Р .По окончании предварительного уплотнения отра жатель 6 прижимают к стенке опоки, чтобы он не мешал движению прессовой плиты 4, с помощью которой окончател но доуплотняют формовочную смесь в; опоке. Изготовленную форму отделяют от модели и снимают с позиции уплотнения, затем устанавливают новую опоку, а отражатель возвращают в исходное положение. Далее цикл повторяют. Формула изобретения Устройство для изготовления литейных форм пескодувно-прессовым методом, содержащее модельную плиту, на которой установлена опока с наполнительной рамкой, прессовую плиту и пескодувную головку, сообщенную через сопло и надувную щель в стенке наполнительной рамки с полостью последней, отличающееся тем, что, с целью повышения равномерности распределения плотности смеси в форме, оно снабжено горизонтальной приводной тягой, размещенной в стенке наполнительной рамки, противоположной указанной ее стенке, и отражателем, установленным шарнирно на конце тяги, расположенным в полости Наполнительной рамки . Источники информации, принятые во внимание при экспертизе: 1. Журнал Литейное производство 11, 1973, с. 19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Способ изготовления разовых литейных форм | 1982 |
|
SU1060299A1 |
| Способ изготовления форм | 1989 |
|
SU1733185A1 |
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 2002 |
|
RU2220811C1 |
