(54) УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ПЕРЕМЕЩЕНИЙ ШЛИФОВАЛЬНОГО КРУГА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для позиционного управ-лЕНия иНСТРуМЕНТОМ | 1979 |
|
SU812545A1 |
| Система для автоматического управления зубошлифовальными станками | 1970 |
|
SU446161A1 |
| Способ автоматического управления шлифовальными станками | 1977 |
|
SU633721A1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Устройство для управления шлифовальным станком | 1984 |
|
SU1223207A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРАВКОЙ АБРАЗИВНОГО ИНСТРУМЕНТА | 1972 |
|
SU453289A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Устройство для управления перемещением стола плоскошлифовального станка | 1985 |
|
SU1278809A1 |
| Устройство для управления процессом обработки на шлифовальном станке | 1987 |
|
SU1509237A1 |
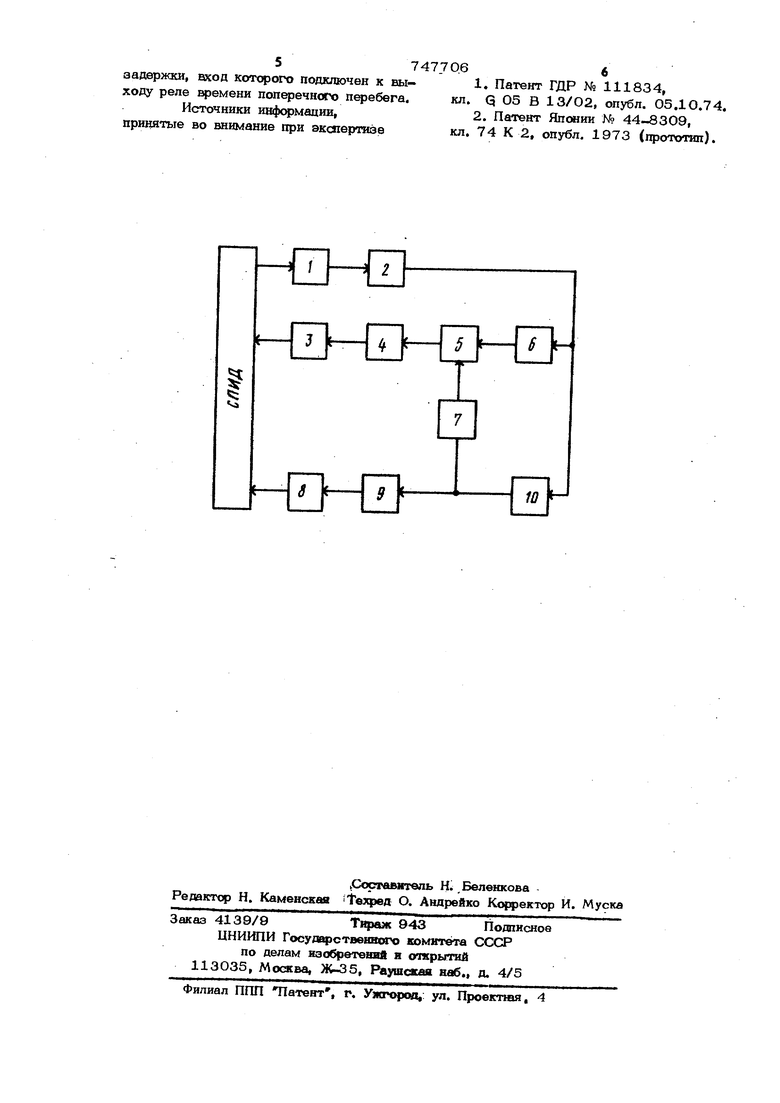
Изобретение относится к станкостроению и может быть применено для плоско- шлифовальнь х станков с возвратно -поступательным движением стола, станков этого же типа;с системами программного и адаптивного управления. Известно устройство для ограничения перемещения шлифовального круга и други металлорежущих инструментов, содержащее датчик усилия резания, блок определения момента реверса и исполнительный механизм {i , Наиболее близким техническим ретиени- ем к данному изобретению является автоматизированное устройство для отработки шлифовальным кругом 2 . Это устройств во содержит последовательно соединенные датчик тока электродвигателя шлифовального круга, устройство сравнения заданной и текущей величины электрического тока, реле времени, блок согласования и исполнительный механизм. Недостатком известных устройств явля ется трудоемкость их настройки из-за невозможности ограничения перемещения шлифовального круга в поперечном направлении. Целью изобретения является упрощение настройки диапазона ограничения перемещения шлифовального круга. Поставленная цель достигается тем, ЧТО в устройство, содержащее последовательно соединенные датчик активной мощности двигателя привода шлифовального круга, блок вычета мощности холостого хода, реле емени продольного перебега, первый блок согласования, исполнительный механизм продольног.о реверса, а также последовательно включенные реле времени псяхеречного перебега, второй блок согласования и исполнительный механизм поперечной подачи, причем вход реле времени поперечного перебега подключен к выходу блока вычета, введены последовательно . включенные блок задержки и элемент ИЛИ, выходом подключенный ко входу первого блока согласования, а входами - соответ ственно к реле времени продольного переподключен к выходу реле емени поперечного перебега. На чертеже представлена блок-схема уотройства для огршнгченля перемещения шлифовального круга. Устройство содержит датчик активной мощности 1 двигателя шлифовального круга, блок вычета мощности холостого хода 2, исполните л Ы1ЫЙ механизм продольного реверса 3, первый блок соглг1сования 4, элемент ИЛИ 5, реле емени продо шного перебега 6, блок задержки 7, исполнительный механизм поперечного реверса 8, второй блок согласования 9, реле времени поперечного перебега 1О. %)емя выдержки реле емени 1О больше удвоенного вре мени реле времени бив сумме с временем задержки блока 7 составляет наибольшее время продольного перемещения шлифовального круга относительно обра- батываемой детали. Устройство для ограничения перемещения шлифовального круга при плоском шлифовании на станке с прямоугольным с гопом и горизонтальным шпинделем работает сле дующим образЬм. При врезании шлифовального круга в деталь появляетс.я нагрузка на валу элекпь родвигателя привода шлифовального Kfiyra. Активная мощность, потребляемая этим электродвигателем, фиксируется датчиком 1. Из выходного напряжения датчика в блоке 2 вычитаетсянапряжеиие,пропорциошу1ьное мощности холостогЪ хода. Сигнал,, про п рциональный мощности, затрачиваемой н на шлифование, поступает на входы реле 6 и 1О, В результате восстанавливается исходное состояние тоГо реле емени, Которое сработало ранее при сбросе нагрузки. Таким образсм, после появления сигнала мощности, затрачиваемой на шлифование, на выходах обоих реле времени сигналы отсутствуют. В момент выхода шлифовального круга из контакта с деталью, на очереднс продольном ходе стола, исчезает сигнал на входах реле 6 и 10, ив момент времени, когда длительность сигнала холостого хода станет равной времени выдержки реле 6, последнее сработает, в результате чего на его выходе появится сигнал, ко, тс$)ый поступает на вход элемента ИЛИ 5 и через блок 4 управляет работой механизма 3. Этим достигается ограничение продольного перемещения шлифовального круга относительно обрабатываемой детаеляет величину перебега стола станка в родольном направлении. Когда поперечное еремещение стола превысит ширину детаи на очередном продольном ходе стола, лифовальный круг не режется в деталь. Сигнал на выходе блока 2 не изменяется и реле времени б не воз{фатится в исходное состояние. В момент времени, при котором дли- тельность сигнала холостого хода становится равной времени выдержки реле 1О, последнее сработает и на его выходе появляется сигнал. Этот сигнал поступает на вход блока 7 и через блок 9 включает цепь питания двигателя без подачи на него напряжения. Через время задержки сигнала в блоке 7 на выходе этого блока появляется сигнал, поступающий на второй вход элемента ИЛИ и через блок 4 управл5аощий работой исполнительного механизма 3. Это приводит к изменению направления продольного перемещения стола станка на противоположное и к подаче напряжения питания на электродвигатель привода поперечного , цепь питания которого была ранее подготовлена выходным сигналсм реле 10. Б дальнейшем повторяется описанный цикл работы устройства. Применение устройства на плоскошлифовальном станке сокращает емя обработки деталей на ЗО%. Формула изобретелия Устройство для ограничения перемещений шлифовального круга, содержащее последовательно соединенные датчик мощности шлифования, реле времени продольного перебега, первый блок согласования, исполнительный механизм продольного реверса, а также последовательно включенные реле емени поперечного перебега, второй блок согласования и исполнительный механизм псшеречной подачи, причем, вход реле Еремени поперечного перебега подключен к выходу датчика мощности щлифования, отличающее ся тем, что, с целью упрощения настройки диапазона ограничения п емещения шлифовального круга, в устройство введены блок задержки и элемент ИЛИ, выходом подключенный ко Ессоду первого блока согласования, а входами - соответственно к реле времени продольного перебега и к блоку
57477066
задержки, ЕКОД которого подключен к вы-1. Патент ГДР № 111834,
ходу реле времени поперечного п зебега.кл. Q 05 В 13/02, опубл. 05ДО.74.
Источники информации,2. Патент Япмии № 44-8309,
принятые во внимание при экспертизекл. 74 К 2, опубл. 1973 (прототип).
