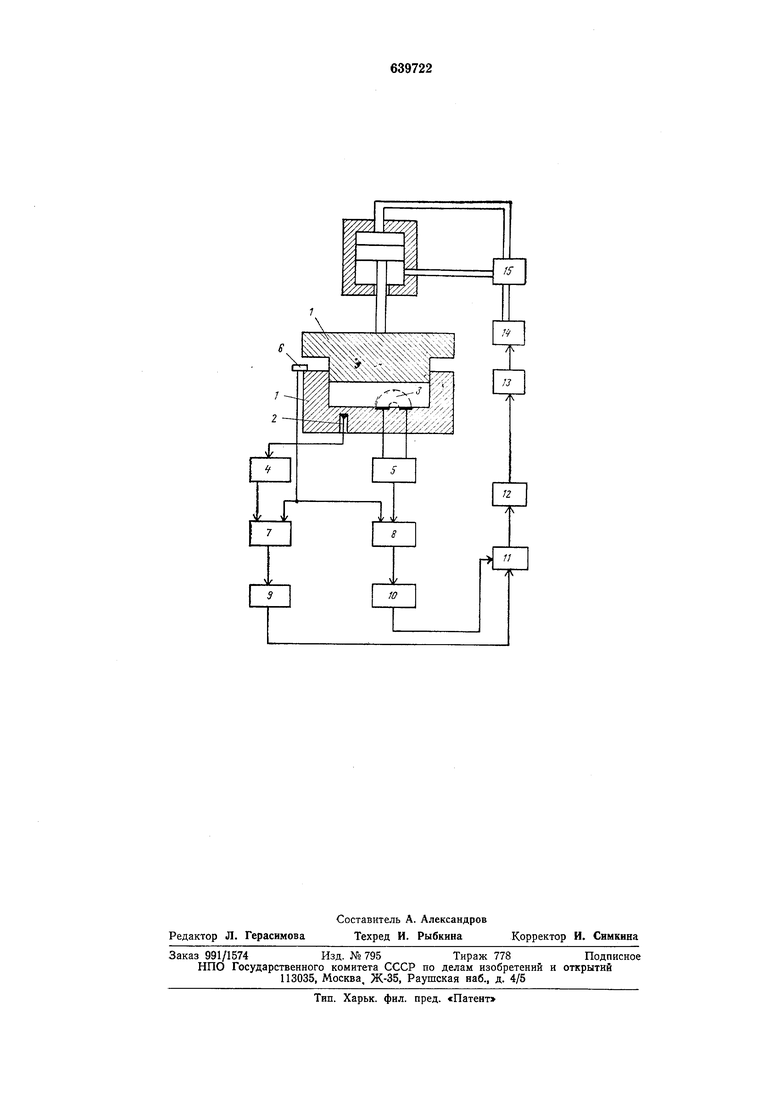
минающего устройства появляется сигнал, пропорциональный сигналу от термопары 2 TQ. Нелинейный блок 9 вырабатывает сигнал, соответствующий зависимости .а„ /(Го). Для материала АГ/48 эта зависимость представлена в виде а где т - интервал времени отверждеяи) реактопласта; а, b - постоянные коэффициенты. С помощью дифференцирующего устройства 8 определяют величину производной по времени комплексной диэлектрической проницаемости, сигнал, пропорциональный величине производной, поступает в пороговое устройство 10. С ио,1ощью порогового устройства 10 находят момент достижения величиной производной нулевого значения, при этом на его выходе появляется сигнал, равный 1, который запускает управляемый таймер //. Управляемый таймер // запускается на время TOTS, в течение указанного интервала времени на выходе управляемого таймера // сигнал равен 0. По окончании этого интервала на выходе управляемого таймера // появляется сигнал, равный /, который усиливается по мощности магнитным пускателем 12. Выходной сигнал пускателя 12 включает двигатель 13 с соответствующим насосом 14, с помощью которого перемещают распределитель 15 в положение, еоответствующее размыканию пресс-формы. Применение предлагаемого способа позволяет снизить брак из-за неправильно определяемого времени выдержки при наличии помех со стороны температуры прессформы и температуры реактопласта после предварительного подогрева. По результатам прессования по способу полностью исключается брак от неправильно выбранного времени выдержки, кроме этого, время выдержки в среднем может быть на 8% выще по сравнению с временем, указанным в технологической карте изделия. Формула изобретения Способ унравления процессом прессования изделий из стеклонаполненного реактопласта в пресс-форме, заключающийся в изменении времени выдержки изделия в прессформе в зависимости от величины диэлектрической проницаемости реактопласта изделия, отличающийся тем, что, с целью повыщения производительности процесса за счет сокращения времени выдержки изделия в пресс-форме, в момент смыкания пресс-формы измеряют температуру иресс-формы, по величине температуры определяют интервал времени отверждения реактопласта, определяют производную комплексной диэлектрической проницаемости, находят момент достижения величиной производной нулевого значения, и по истечении от этого момента указанного интервала времени отверждения реактопласта размыкают пресс-форму. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР 532852, кл. В 29 С 3/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом прессования реактопласта | 1976 |
|
SU620385A1 |
| Способ управления процессом прессованиядЕТАлЕй из ТЕРМОРЕАКТиВНОгО МАТЕРиАлА | 1979 |
|
SU852608A1 |
| Устройство для охлаждения пресс-поршня машины литья под давлением | 1982 |
|
SU1088874A1 |
| Устройство для определения времени выдержки при прессовании деталей из термореактивных материалов | 1980 |
|
SU940003A1 |
| Способ управления процессом прессования изделий из реактопластов | 1974 |
|
SU532852A1 |
| Устройство для контроля и учета работы формовочного агрегата для производства абразивного инструмента | 1982 |
|
SU1067519A1 |
| Прибор для определения пластичности и скорости отверждения пластических масс | 1940 |
|
SU61999A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 1996 |
|
RU2116886C1 |
| Устройство для регулирования толщины сырца | 1976 |
|
SU651322A1 |
| Устройство предварительного автоматического контроля изоляции участка электрической сети | 1989 |
|
SU1661686A2 |