Предметом настоящего изобретения является способ изготовления кабельных наконечников, состоящий в том, что прямоугольную пластину металла сворачивают в виде трубки и конец последней отштамповывают так, чтобы стык кромок пластины пришелся по осевой линии плоскости наконечника.
Кабельные наконечники, изготовляемые по такому способу, имели специальное назначение - для осуществления присоединения в цепях зажигания двигателей внутреннего горения и т. п. и не могли быть применены для осуществления присоединений проводов сильного тока (сеченнем порядка 10 мм и более), так как такие кабельные наконечники выполнялись составными и собственно контактная часть их изготовлялась из проволоки, зажатой в трубчатой части. Поэтому в практике установок сильного тока исключительное применение находили: а) щтамнованные наконечники, выполняемые из листовой таврообразной заготовки, у которой ущиренная часть загибалась в виде трубки, а узкая - образовывала контакт - ухо; б) наконечник из медных труб; в) литые или кованные наконечники.
Однако щтампованные наконечники, изготовляемые из листового материала, требуют щтампов довольно сложной конструкции для вырубки заготовок; при такой вырубке получаются значительные отходы; самый же главный недостаток заключается в том, что конструкция этих наконечников не обеспечивает важнейшее практическое требование, предъявляемое ко всякому кабельному наконечнику - полную параллельность контактных поверхностей, которые должны представлять собой плоскости. Очень часто наконечники эти имеют вид «корыта, и контактирующая поверхность получается минимальной.
Слабое место этих наконечников - их «шейка, сечение которой
№62040- 2 (по соображениям механической прочности и электропроводности) должно бы близко подходить к сечению провода. При выполнении этого условия сечение сворачиваемой в трубку части наконечника будет всегда увеличенным, что ведет к ненужному перерасходу металла (примерно в полтора раза).
Литые или кованные наконечники значительно большего количества цветного металла, чем наконечники других типов для тех же сечений провода, так как они неизбежно получаются более массивными и часть металла расходуется на угар и механическую обработку контактирующих поверхностей. При литье часто получаются раковины, вследствие чего некоторый процент наконечников идет в брак, ковка не требует довольно дорогих штампов. Поэтому такие наконечники получаются весьма дорогими.
Тип трубчатого кабельного наконечника имеет большие преимущества перед всеми прочими типами наконечников и сводится к следующему:
минимальные отходы материала при изготовлении; полное и рациональное использование всего сечения наконечника как в отношении механической прочности, так и в отношении прохождения электрического тока, так как сечение металла остается одинаковым по всей длине наконечника (не суженных мест, как в простых штампованных наконечниках);
такое же надежное сочленение наконечника с проводом, как и у литых кабельных наконечников (но при значительно меньшей стоимости трубчатого наконечника).
В отношении же удобства применения в любых электротехнических установках, механической прочности, надежности пайки и проч. ни один из перечисленных типов не имеет заметных преимуществ перед другими. Поэтому все существующие типы кабельных наконечников могут быть безболезненно заменены каким-нибудь одним из этих типов.
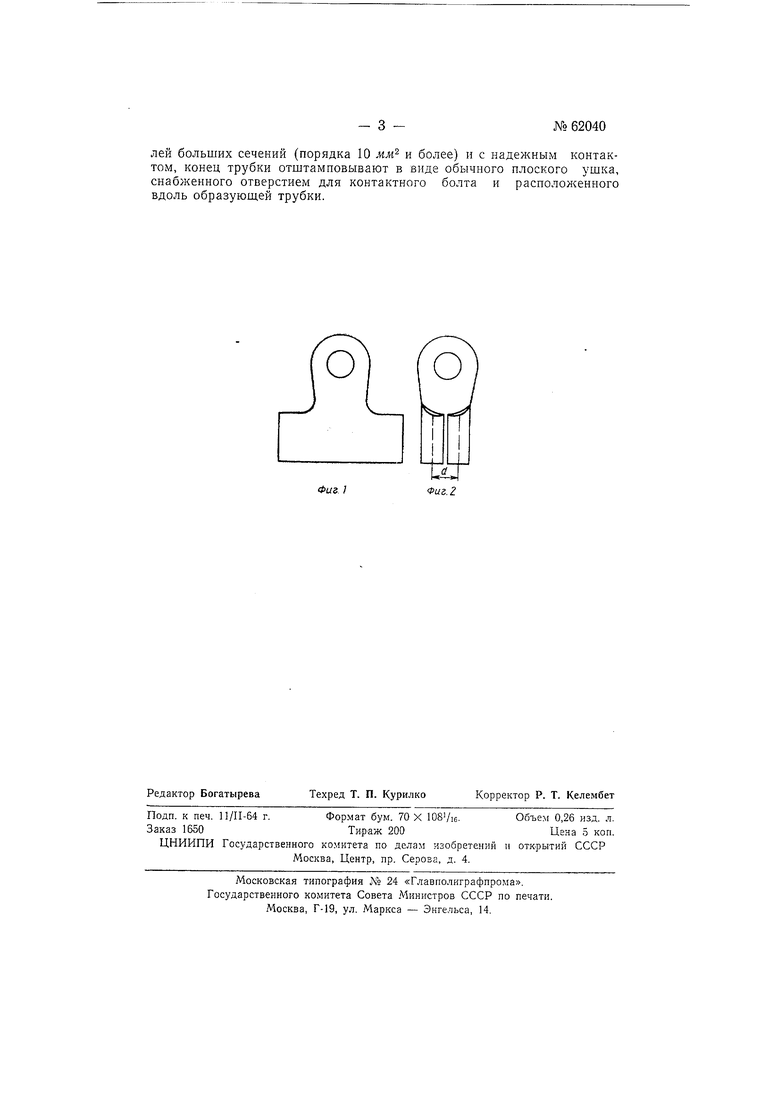
По предлагаемому способу кабельные наконечники изготовляются из листовой меди, причем конец трубки, свернутой из прямоугольной пластины металла, отштамповывают в виде обычного плоского ушка, снабженного отверстием для контактного болта и расположенного вдоль образующей трубки.
Сущность изобретения поясняется прилагаемым чертежом, на фиг. 1-2 которого изображен в двух проекциях кабельный наконечник, изготовленный по предлагаемому способу.
Подобный кабельный наконечник отличается от такового, изготовляемого из труб, только наличием продольного шва, который в трубчатой части наконечника заполняется припоем.
Изготовляемые по предлагаемому способу наконечники обладают всеми достоинствами наконечников из медных труб, но имеют перед ними то преимущество, что они изготовляются из листовой меди, причем во многих случаях для этой цели могут быть использованы отходы.
Предмет изобретения
Способ изготовления кабельных наконечников, состоящий в том, что прямоугольную пластину металла сворачивают в виде трубки и конец последней отштамповывают так, чтобы стык кромок пластины пришелся по всей линии плоскости наконечника, отличающийся тем, что, с целью выполнения таким образом наконечников для кабелей больших сечений (порядка 10 мм и более) и с надежным контактом, конец трубки отштамповывают в виде обычного плоского ушка, снабженного отверстием для контактного болта и располол енного вдоль образуюшей трубки.
- 3 -№62040
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатого кабельного наконечника | 1978 |
|
SU782025A2 |
| Способ изготовления трубчатого кабельного наконечника | 1975 |
|
SU541228A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАССЕТЫ ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2016 |
|
RU2641090C2 |
| Ларингостомическая трубка | 1933 |
|
SU37257A1 |
| Переходной медно-алюминиевый наконечник для электрических проводов и кабелей и способ изготовления таких наконечников | 1955 |
|
SU103425A1 |
| МИКРОИГЛА В ИНТЕГРАЛЬНОМ ИСПОЛНЕНИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2179458C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 1996 |
|
RU2210797C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКАРНОГО РЕЗЦА | 2005 |
|
RU2281196C1 |
| Электронная лампа | 1939 |
|
SU71327A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ГИБКОГО ВОЛНОВОДА | 2024 |
|
RU2838132C1 |