(54) УСТАНОВКА ДЛЯ.СУШКИ И ТЕРМООБРАБОТКИ ПОКРЫТИЙ НА ФЕРРОМ ГНИТНЫХ СТЕРЖНЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| УСТАНОВКА ДЛЯ СУШКИ ПЛОСКИХ ШТУЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU170861A1 |
| УСТАНОВКА ДЛЯ СУШКИ ПОЛЫХ ИЗДЕЛИЙ | 1968 |
|
SU232134A1 |
| Способ обработки внутренних поверхностей хлебопекарных форм и линия для обработки внутренних поверхностей хлебопекарных форм | 1981 |
|
SU1178379A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОЙ КЕРАМИКИ Р.С.ЦАГОЛОВА | 1992 |
|
RU2018445C1 |
| УСТАНОВКА ДЛЯ СУШКИ | 1998 |
|
RU2145049C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| ТУННЕЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2495346C2 |
| Печь термообработки цилиндрических деталей | 1989 |
|
SU1733885A1 |
| Установка для сушки и прокалки покрытий сварочных электродов | 1976 |
|
SU1058857A1 |
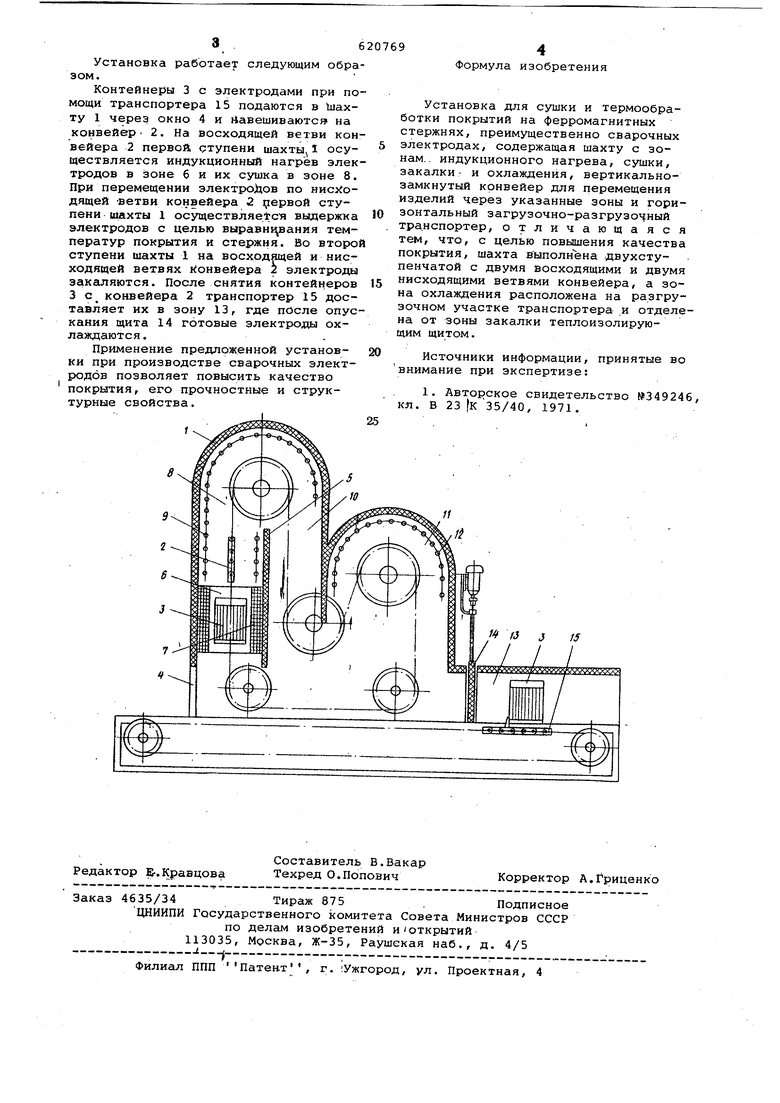
Изобретение относится к технике сушки и термообработки покрытий на изделиях и может быть использовано в машиностроительной и других отраслях промышленности при производстве, нап ример, сварочных электродов. Известна установка для сушки и термообработки покрыгий на ферромагнитных стержнях, преимущественно сварочных электродах, содержащая шах ту с зонами индукционного нагрева, сушки, закалки и охлаждения, вертикально-замкнутый конвейер для перемещения и- делий через указанные зоны и горизонтальный заг рузочно-разгру. очный транспортер l. Эта установка работает следующим образом. Конвейеры-с электродами пр помощи транспортера подают в шахту, где они захватываются подвесками конвейера и Перемещаются через зоны индукционного нагрева, сушки, закал ки, и охлаждения, после чего транспортером удаляются из шахты. Такая установка является наиболе близкой к предложенной по технической сущности. Недостатком ее является попадани .паров влаги выделяющихся.в зоне суш ки в зону закалки, что ухудшает качество электродного покрытия. Целью изобретения является повышение качества покрытия. Это достигается , что в предложенной установке шахта выполнена двухступенчатой с двумя восходящими и двумя нисходящими ветвями конвейера, а зона охлаждения расположена на разгрузочном участке транспортера и отделена от зоны закалки теплоизолирующим щитом. На чертеже схематически изображена предложенная установка, продольный разрез. Установка содержит двухступенчатую теплоизолированную шахту 1, вертикально-замкнутый конвейер 2 для перемещения контейнеров 3 с электродуми, имеющий две восходящие и две нисходящие ветви, загрузочное окно 4, разделительную перегородку 5, зону 6 индукционного нагрева с индукторами 7, зону 8 сушки с электронагревателями 9, зону 10 выдержки, зону закалки 11 с электронагревателями 12, зону 13 охлаждения, теплоизолирующий щит 14 и загрузочно-разгрузочный транспортер 15.
Установка работает следующим обраом.
Контейнеры 3 с электродами при поощи транспортера 15 подаются в luaxу 1 через окно 4 и йавешиваются на конвейер 2. На восходящей ветви конвейера 2 первой ступени шахты I осуществляется индукционный нагрев электродов в зоне б и их сушка в зоне 8. При перемещении электрю юв по нисг одящей -ветви конвейера 2 1 ервой ступени шахты 1 осуществляемся вьвдержка электродов с целью выравн1 вании температур покрытия и стержня. Во второй ступени шахты 1 на восходящей и нисходящей ветвях Конвейера 2 электроды закаляются. После снятия контейнеров 3 с конвейера 2 транспортер 15 доставляет их в зону 13, где после опускания щита 14 готовые электроды охлаждаются.
Применение предложенной установки при производстве сварочных электродов позволяет повысить качество покрытия, его прочностные и структурные свойства.
Формула изобретения
Установка для сушки и термообработки покрытий на ферромагнитных стержнях, преимущественно сварочных электродах, содержащая шахту с зонам., индукционного нагрева, сушки, закалки- и охлаждения, вертикальнозамкнутый конвейер для перемещения изделий через указанные зоны и горизонтальный загрузочно-разгрузонный транспортер, отличающаяся тем, что, с целью повышения качества покрытия, шахта выполнена двухступенчатой с двумя восходящими и двумя нисходящими ветвями конвейера, а зона охлаждения расположена на разгрузочном участке транспортера ,и отделена от зоны закалки теплоизолирующим щитом.
Источники информации, принятые во внимание при экспертизе:
