раслоложекмого м&ньшлм основанием в сторону ЛИТНИКОВОЙ плиты, а литниковый канал ;в литйикозой плите Обращен меньшим основанием «(Матрице.
Изобретение поясняется чертежом.
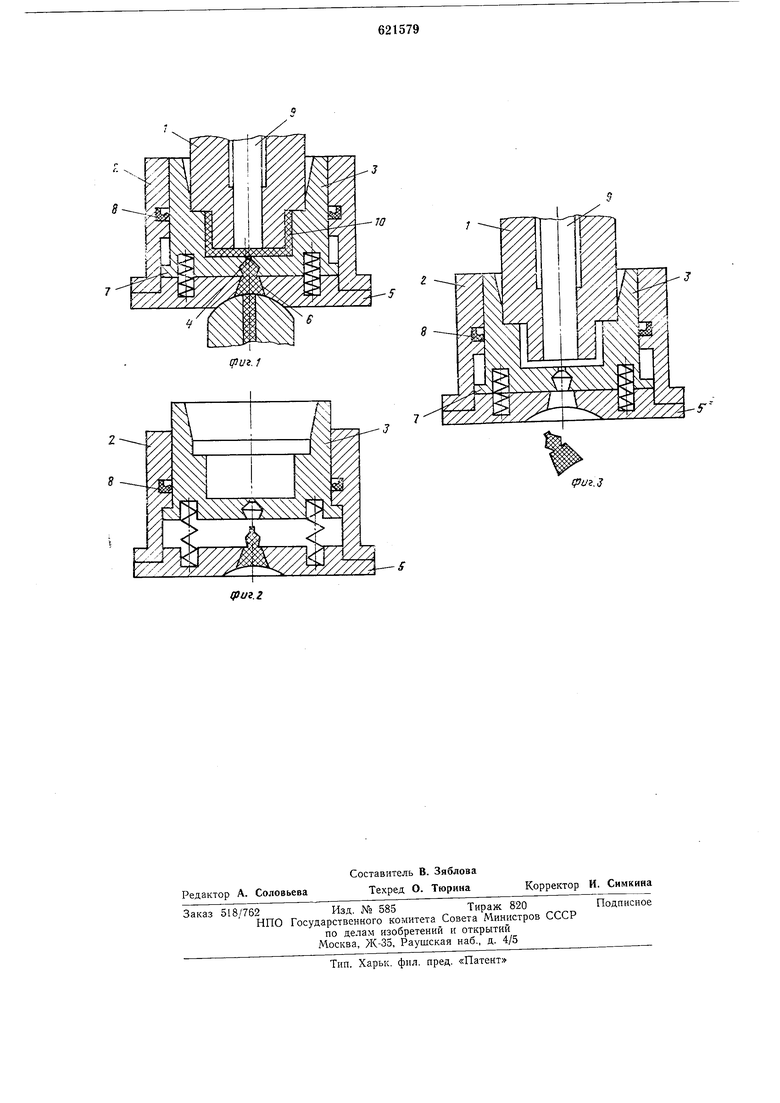
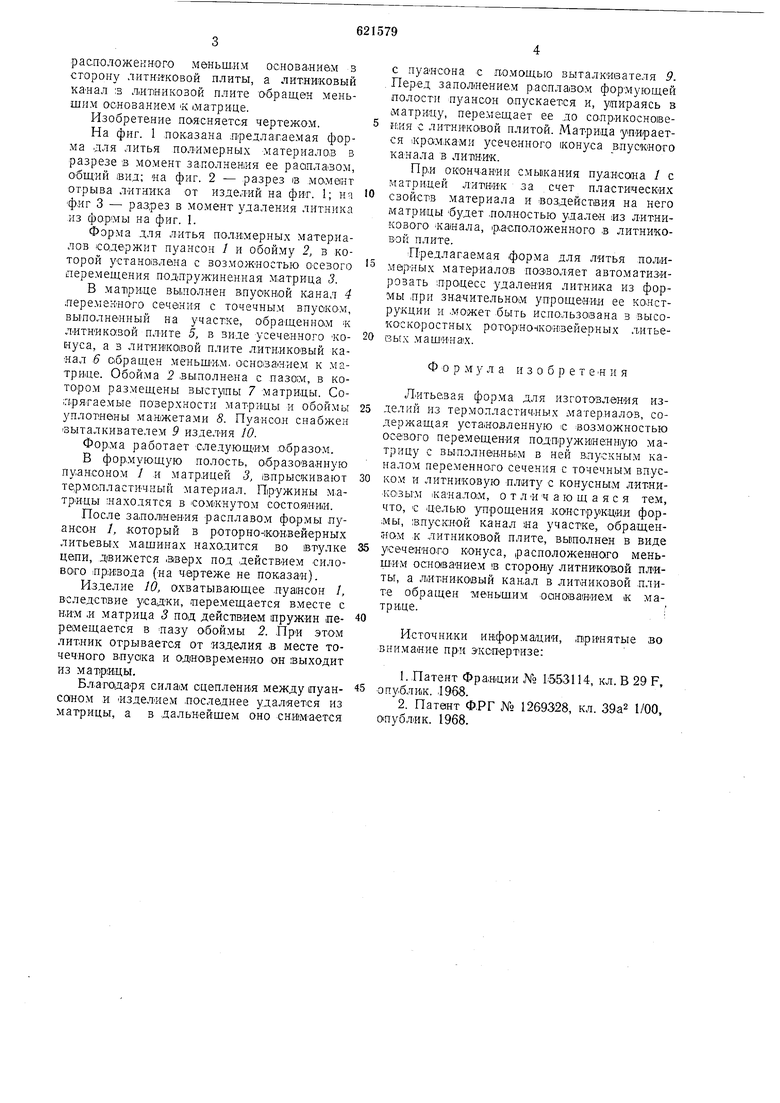
На фиг. 1 показана лредлаг.аемая форма для литья полИмерлых материалов в разрезе в момент заполнения ее расплавом, общий вид; на фиг. 2 - разрез s отрыва литника от изделий на фит. 1; на фиг 3 - разрез в момент удаления литника из формы на фиг. 1.
Форма для литья полимерных материалов содержит пуансон / и обойму 2, в которой устан01влвна с возможностью осевого перемещения подпружиненная матрица 3.
В мат|рице вылол нен в,пуокн,ой канал 4 .перемекйого сечения с точечным впуоко-м, выполненный на участке, обращенно м К л«тнико вой ПоТите 5, в виде усеченного конуса, а в литниковой плите литниковый ка«ал 6 0(бращен меньш-им. осн0|3а1нием к матриае. Обойма 2 выполнена с пазом, в котором размещены выступы 7 матрицы. Со;:фягаемые поверхности матрицы и обоймы Зплотяены ман/жетами 5. Пуансол снабжен выталкивателем 9 изделИя 10.
Фор.ма работает следующем .о.бразо.м.
В фор.мующую полость, образованную иуансоном 1 и матрицей 3, впрыскивают термолластичный материал. Пружины матрацы находятся в сомкнутом состояний.
После залолиения расплавом формы пуансол /, который в роторно-жойвейерных литьевых мащинах находится во ;втулке цепи, движется .в/верх под действием силового лривода (на чертеже не показам).
Изделие 10, охватывающее луансон /, вследст1вие усадки, перемещается вместе с ниМ .и матрица 3 под дейст1ВИем пружин пере1мещается в лазу обоймы 2, При этом литлнк отрывается от изделия в месте точечного влуока и одновременно он выходит из матрицы.
Бл-агодаря силам оцепления между пуансаном и ИзделИем лоследнее удаляется из матрицы, а в дальн-ейшем оно снжм-ается
с пуа«сона с помощью выталкивателя 9. . Перед запол1нением раопла1вам фор-мующей полости пуансОН олускается и, упираясь в матри/цу, перемещает ее до солрикосновения с литнико/вой плитой. Матрида упирается 1крам:ками усеченного конуса влускного канала в лит1НИК.
Пр.и окончании смыкания пуансана / с матрицей литник за счет пластических
свойств материала и воздействия на него матрицы будет лолностью удалей из литникового каиала, р.асположенного в литниковой плите.
Предлагаемая форма для литья лолймарных материалов позволяет автоматизировать лроцесс удаления литника из формы лри значительнО)М упроще-нии ее конструкции и ..может .быть использована в высокоскоростных роторлонконвейерных литьесзых машина Х.
Фор м у л а изобретем и я
Литьевая форма для изготовления изделий из термолластич.ных материалов, содержащая установленную с возможностью осевого перемещения подлружи(ненн|ую матрицу с выполненльм в ней влускным каналом переменно,го сечения с точечным впуском и литниковую плиту с конусным литникозым канало;.м, отличающаяся тем, что, с лелью упрощения .конструкции формы, ;в.лускной канал яа участке, обращенном к .литниковой плите, вьпполнен в виде
усеченно.го конуса, расположенного меньШИм осно)ванием В сторону литниковой плИты, а лятникойый канал в литниковой .плите обращен меньшим « матрице.;
Источники информагции, лрилятые во вни.мание пр-и экспертизе:
1..Патент Франции Хд 1553114, кл. В 29 F, опублИ(К. .1968.
2.Патент ФРГ № 1269328, кл. 39а2 1/00, олубл1ик. 1968.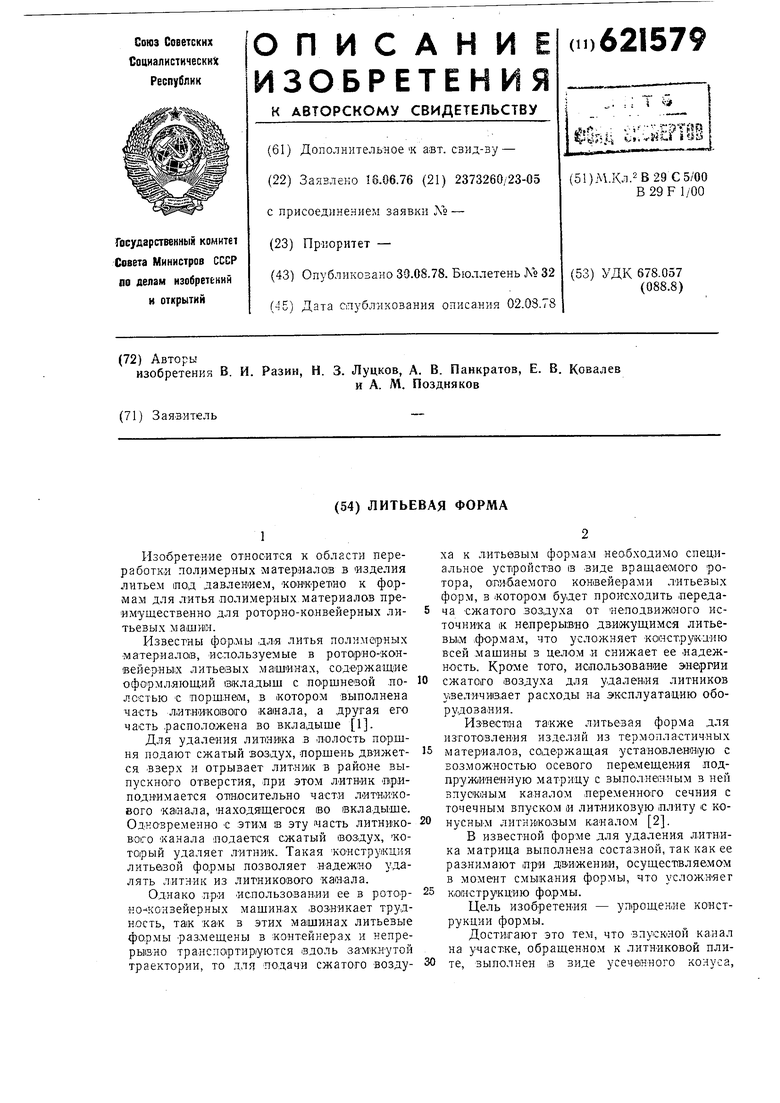
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением сетчатых изделий трубчатой формы из термопластов | 1986 |
|
SU1426818A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353634A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1986 |
|
SU1407821A1 |