Известны устройства, которые захватывают отформованное изделие, снимают его с пресса, переворачивают на 180° и укладывают на отводной транспортер.
Предлагается устройство для передачи отформованных шлифовальных кругов с пресса на сушильную вагонетку или транспортер. Изобретение имеет целью комплексную механизацию производства шлифовальных кругов диаметром 400 мм и более и, как следствие механизации, повышение производительности труда и устранение брака.
С помощью предлагаемого устройства производят следующие операции: доставку сушильной плиты к прессу, накладку ее на круг, переворачивание круга, транспортирование изделия к вагонетке, снятие нижней формовочной плиты с отформованного круга, укладывание круга на полку вагонетки, возврат к прессу формовочной плиты.
Все эти операции производят устройством, представляющим собой передвижной механический штабелер с переворачивающим механизмом. Устройство снабжено двумя челюстями, поворотными вокруг горизонтального вала, укрепленного на вертикально-подвижной каретке, которая, в свою очередь, смонтирована на стойке поворотно около вертикальной оси.
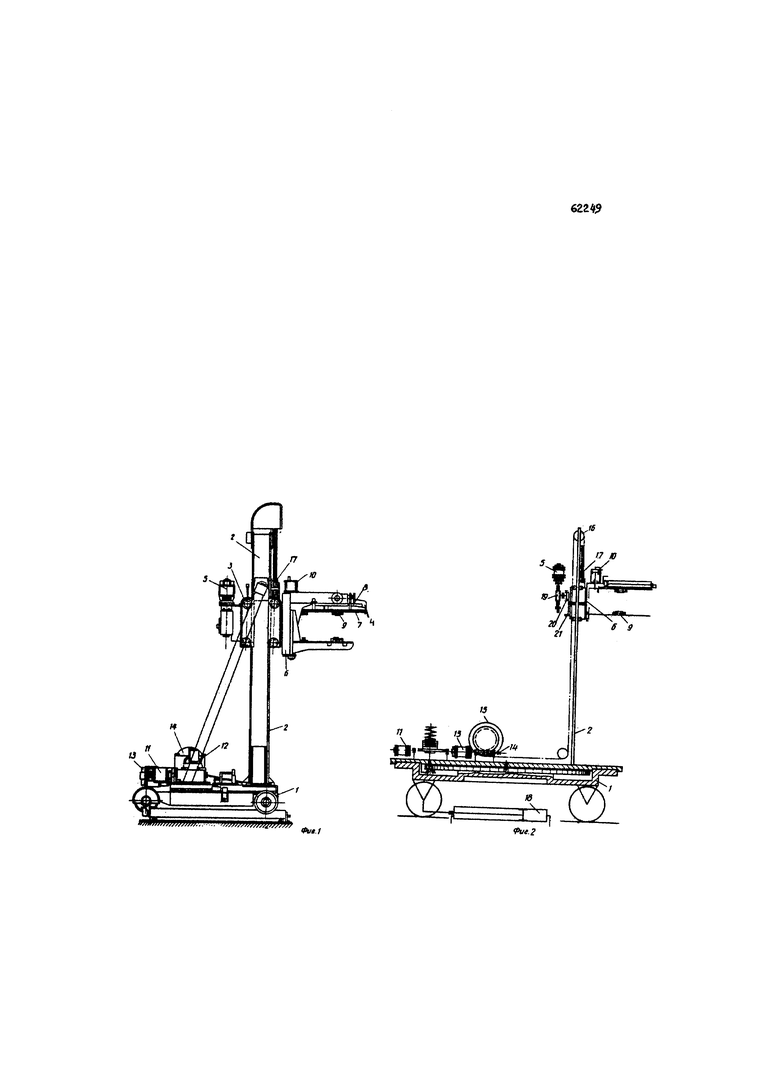
на фиг. 1 изображено описываемое устройство, вид сбоку; на фиг. 2 - кинематическая схема механизмов устройства.
На тележке 1, передвигающейся по рельсам и несущей на себе все механизмы устройства, смонтирована поворотно вокруг вертикальной оси рама 2, вдоль которой перемещается в направляющих каретка 3, снабженная челюстями 4 для захвата и переворачивания изделия. Каретка 3 несет на себе электродвигатель 5 с червячным редуктором и приводом для поворачивания цапфы, направляющей рамки 6, в пазах которой укреплены челюсти.
Нижняя челюсть 4, имеющая вилообразный вид и проходящая под круг мимо штырей, при помощи ходового винта устанавливается по высоте в зависимости от высоты круга, подлежащего переворачиванию. Такую настройку производят один раз перед началом работы на всю партию кругов.
Верхняя челюсть 4 служит опорой для платформы 7, к которой прижимается изделие при переворачивании. Платформа 7 закреплена на шарнирах так, что может качаться в двух взаимно-перпендикулярных плоскостях; это дает ей возможность самоустанавливаться относительно плоскости зажимаемого круга. Челюсть 4 передвигается по пазам для прижима платформы 7 к кругу, т.е. для захвата круга челюстями при переворачивании.
На каретке 3 установлены ролики, охватывающие направляющие рамы 2 и допускающие вертикальное перемещение.
Для сталкивания с платформы челюсти на сушильную вагонетку круга, находящегося на сушильной плите, служит пневматический выталкиватель 8, представляющий собой два пневматических поршневых двигателя.
Для зажима формовочной и сушильной плиты в пазах нижней и верхней челюстей смонтированы пневматические двигатели с зажимами 9 одностороннего действия, имеющими цилиндр, поршень и пружину для обратного хода.
Прижим круга платформой при переворачивании осуществляется поршнем гидравлического цилиндра 10, установленного на рамке 6.
Для поворота рамы 2 вокруг вертикальной оси установлен электродвигатель 11 с червячным редуктором 12 и фрикционной муфтой.
Подъем и опускание каретки с челюстями осуществляется электродвигателем 13 с червячным редуктором 14 и барабаном 15, на который наматывается трос, огибающий блок 16, установленный в верхней части рамы 2, и блоки 17 полиспаста, связанного с кареткой 3.
Передвижение устройства по рельсам в пределах ее рабочего хода осуществляется гидравлическим поршневым двигателем 18.
Движения каретки 3 ограничены концевыми выключателями, действующими автоматически.
Все движения устройства совершаются при помощи трех электромоторных приводов, одного гидропривода, трех пар пневматических приводов, работающих параллельно, и одного отдельного пневматического привода.
Переворачивание круга производится электродвигателем 5, сообщающим посредством червячного редуктора 19 вращение шестерне 20, находящейся в зацеплении с зубчатым колесом 21, закрепленным на цапфе рамки с челюстями.
Подвижная, нижняя челюсть, так же как и верхняя, неподвижная, смонтирована в пазах рамки с цапфой. При вращении цапфы челюсти переворачиваются. Для ограничения и фиксации положения челюстей установлен концевой переключатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНИМАНИЯ АБРАЗИВНЫХ КРУГОВ С ПРЕССОВ | 1950 |
|
SU92397A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Линия для изготовления жестких минераловатных плит из гидромассы | 1977 |
|
SU773034A1 |
| Установка для изготовления шлифовальных кругов | 1987 |
|
SU1570902A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СУШИЛЬНЫХ ВАГОНЕТОК КЕРАМИЧЕСКИМИ РАСТРУБНЫМИ ТРУБАМИ | 1972 |
|
SU419394A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
1. Устройство для передачи отформованных шлифовальных кругов с пресса на транспортер и т.п., снабженное для захвата изделия двумя челюстями, поворотными вокруг горизонтального вала, укрепленного на вертикально-подвижной каретке, смонтированной, в свою очередь, на стойке поворотно около вертикальной оси, отличающееся тем, что челюсти расположены одна над другой, причем одна из них имеет возможность перемещаться по вертикали и снабжена выталкивателем для сталкивания изделия на транспортер и т.п.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что рабочая поверхность подвижной по вертикали челюсти выполнена в виде плиты, сочлененной с челюстью карданным соединением.
3. Форма выполнения устройства по п. 1, отличающаяся тем, что обе челюсти снабжены боковыми зажимами, одна для зажима формовочной плиты с целью снятия ее с круга, а другая для зажима сушильной плиты с целью накладки ее на круг.
