(54) СПОСОБ ПРОКАТКИ ЗАГОТОВОК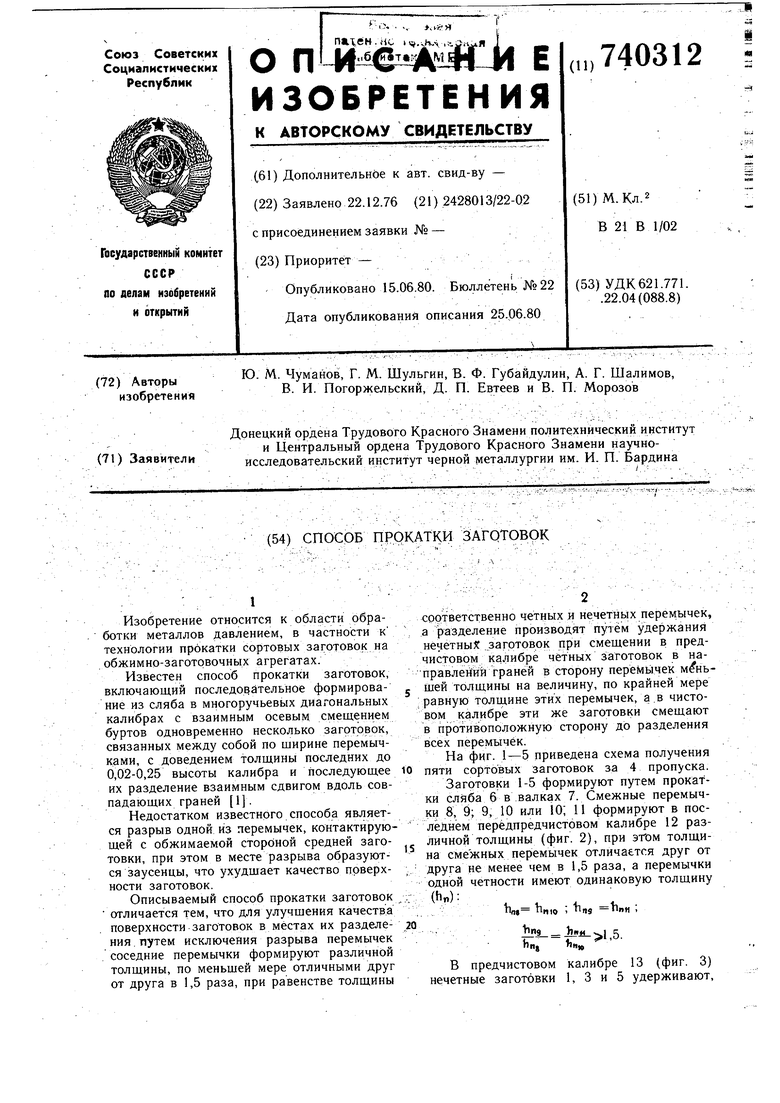
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки заготовок | 1976 |
|
SU622514A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки заготовок | 1979 |
|
SU882067A2 |
| Способ прокатки сортовых заготовок | 1976 |
|
SU740311A1 |
| Способ прокатки заготовок | 1976 |
|
SU749460A1 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
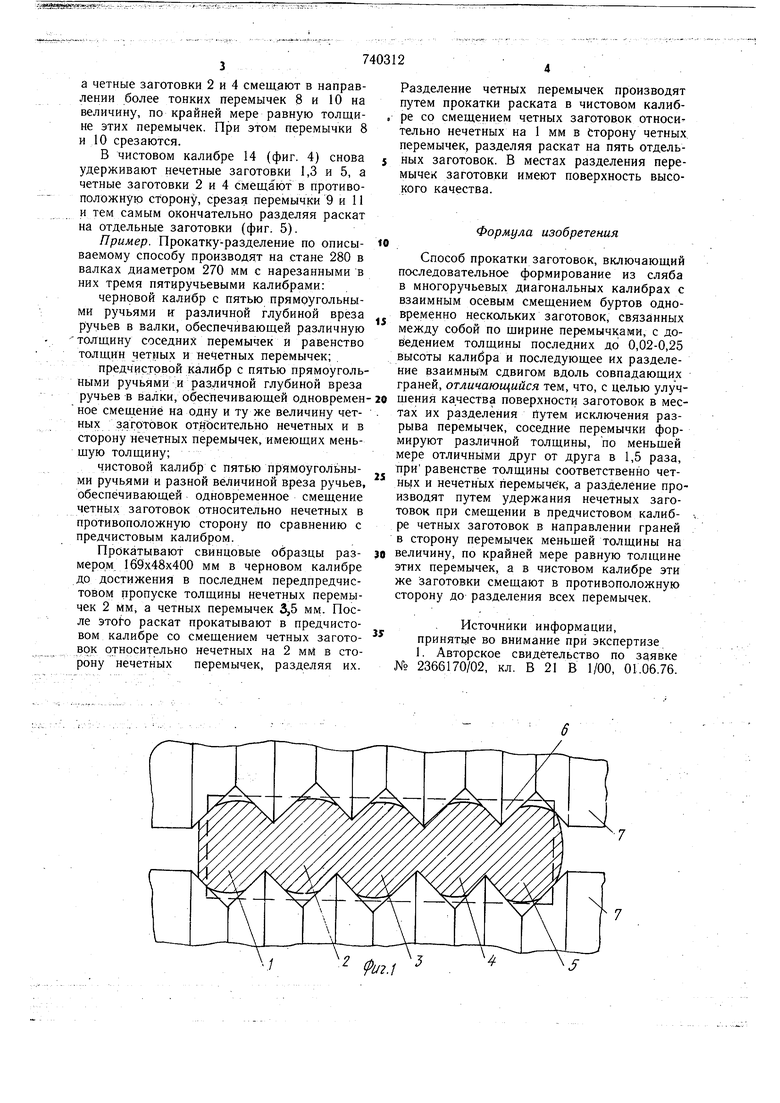
. . Изобретение относится к области обработки металлов давлением, в частности к технологии прокатки сортовых заготовок на .обжимно-заготрвочных агрегатах. Известен способ прокатки заготовок, включающий последовательное формирование из сляба в многоручьевых диагональных калибрах с взаимным осевым смещением буртов одновременно несколько заготовок, связанных между собой по щирине перемычками, с доведением толщины последних до 0,02-0,25 высоты калибра и последующее их разделение взаимным сдвигом вдоль совпадающих граней 1. Недостатком известного способа является разрыв одной из перемычек, контактирующей с обжимаемой стороной средней заготовки, при этом в месте разрыва образуются заусенцы, что ухудщает качество поверхности заготовок. Описываемый способ прокатки заготовок отличается тем, что для улучщения качества поверхности заготовок в местах их разделения. путем исключения разрыва перемычек соседние перемычки формируют различной толщины, по меньшей мере отличными друг от друга в 1,5 раза, при равенстве толщины соответственно четных и нечетнь1х перемычек, а разделение производят путём удержания нечетны : .заготовок при смещении в предчистовом калибре чётных заготовок в направленйй граней в сторону перемь1чек м ньшей толщины на величину, по крайней мере равную толщине этих перемычек, а.в чистовом калибре эти же заготовки смещают в противоположную сторону до разделения всех перемычек. На фиг. 1-5 приведена схема получения пяти сортовых заготовок за 4 пропуска. Заготовки 1-5 формируют путем прокаТки сляба 6 в валках 7. Смежные перемычки 8, 9; 9, 10 или 10; 11 формируют в последнем перёдпредчистовом калибре 12 различной толщины (фиг. 2), при эгом толщина смежных перемычек отличается друг от друга не менее чем в 1,5 раза, а перемычки одной четности имеют одинаковую толщину (h«): Нц linio П9 -5- 5 ij «le В предчистовом калибре 13 (фиг. 3) нечетные заготовки 1, 3 и 5 удерживают.
а четные заготовки 2 и 4 смещают в направении более тонких перемычек 3 и 10 на величину, по крайней мере равную толщине этих перемычек. При этом перемычки 8 10 срезаются.
В чистовом калибре 14 (фиг. 4) снова удерживают нечетные заготовки 1,3 и 5, а четные заготовки 2 и 4 смещают в противоположную сторону, срезая перемычки 9 и 11 и тем самым окончательно разделяя раскат на отдельные заготовки (фиг. 5).
Пример. Прокатку-разделение по описыаемому способу производят на стане 280 в валках диаметром 270 мм с нарезанными в их тремя пятиручьевыми калибрами:
черновой калибр с пятью прямоугольными ручьями и: различной глубиной вреза ручьев в валки, обеспечивающей различную олщину соседних перемычек и равенство толщин четных и нечетных перемычек;
предчистрвой калибр с пятью прямоугольными ручьями и различной глубиной вреза ручьев в валки, обеспечивающей одновременное смещение на одну и ту же величину четных заготовок относительно нечетных и в сторону нечетных перемычек, имеющих меньщую толщину;
чистовой калибр с пятью прямоугольными ручьями и разной величиной вреза ручьев, обеспечивающей одновременное смещение четных заготовок относительно нечетных в противоположную сторону по сравнению с предчистовым калибром.
Прокатывают свинцовые образцы размером. 169x48x400 мм в черновом калибре до достижения в последнем передпредчистовом пропуске толщины нечетных перемычек 2 мм, а четных перемычек 3,5 мм. После STofo раскат прокатывают в предчистовом калибре со смещением четных заготовок относительно нечетных на 2 мМ в сторону нечетных перемычек, разделяя их.
740312
Разделение четных перемычек производят путем прокатки раската в чистовом калибре со смещением четных заготовок относи тельно нечетных на 1 мм в Сторону четных перемычек, разделяя раскат на пять отдельных заготовок. В местах разделения перемычек заготовки имеют поверхность высокого качества.
Формула изобретения
Способ прокатки заготовок, включающий последовательное формирование из сляба в многоручьевых диагональных калибрах с взаимным осевым смещением буртов одновременно нескольких заготовок, связанных между собой по щирине перемычками, с доведением толщины последних до 0,02-0,25 высоты калибра и последующее их разделение взаимным сдвигом вдоль совпадающих граней, отличающийся тем, что, с целью улучщения качества поверхности заготовок в местах их разделения путем исключения разрыва перемычек, соседние перемычки формируют различной толщины, по меньщей мере отличными друг от друга в 1,5 раза, при равенстве толщины соответственно четнь1Х и нечетных перемычек, а разделение производят путем удержания нечетных заготовок при смещении в предчистовом калибре четных заготовок в направлении граней в сторону перемычек меньщей толщины на
0 величину, по крайней мере равную толщине этих перемычек, а в чистовом калибре эти же заготовки смещают в противоположную сторону до разделения всех перемычек.
Источники информации, принят1:,е во внимание при экспертизе 1. Авторское свидетельство по заявке № 2366170/02, кл. Б 21 В 1/00, 01.06.76.
/J
