(54) СПОСОБ ПЮКАТКИ ЗАГОТОВОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1976 |
|
SU622514A1 |
| Способ прокатки заготовок | 1980 |
|
SU871853A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ прокатки заготовок,преимущественно,на реверсивном стане | 1982 |
|
SU1066679A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
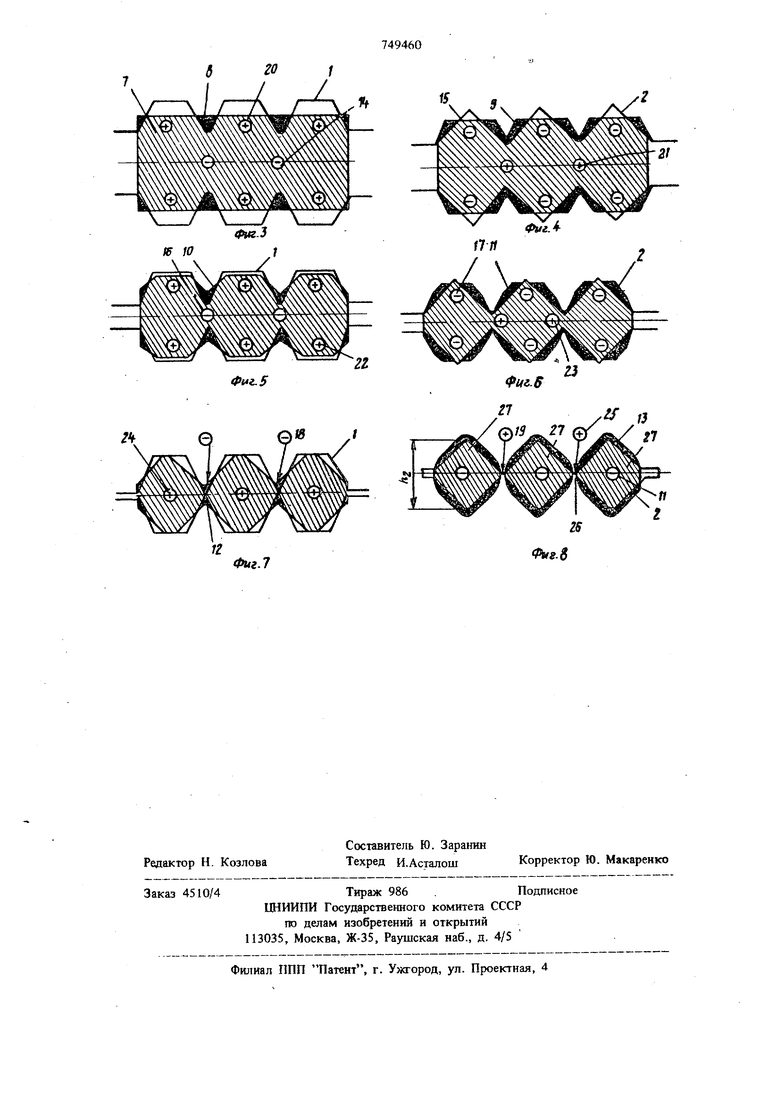
Изобретение относится к прокатному производству, в частности к получению сортовых заготовок. Известен способ прокатки заготовок, включающий прокатку широкой полосы в миогоручьевых калибрах с образованием продольных перемычек и последующее продольное разделение полосы на заготовки 1. Недостатком известного способа является невысокое качество готовой продукции. I Цель изобретения - улучшение качества готовой продукции и повыщение выхода годного. Это достигается тем, что прокатку осуществл ют попеременно по крайней мере в двух типахкалибров различной конфигурации,в предпоследне пропуске деформируют перемычку до получения ее высоты, равной 0,03-0,05 высоты чистового калибра, а в чистовом пропуске производят обжатие только боковых гран заготовок. На фиг. 1 и 2, показаны два многоручьевых калибра, имеющих различную конфигурацию; на фиг. 3-8 показана последовательность дефор мации сляба в этих калибрах. Шестиугольный 1 и квадратный диагсжальный 2 калибры, образованные валками 3 и 4, 5 и 6, обжимают сляб 7 последовательно по проходам. Сочетание конфигурации калибров, приводящее к изменению неравномерности деформации обжимаемых участков 8-13 по проходам, создает условия для чередования зон сжимающих ; 14-19 (обозначены© ) и растягивающих 2025 (обозначены Ф) напряжений, предотвращающих вскрытие дефектов на поверхности необжимаемого металла. Менее обжимаемые участки сдерживают вытяжку более обжимаемых участков, способствуя возникновению в более обжимаемых участках сжимающих напряжений. Наоборот, более обжимаемые участки способствуют более интенсивной вытяжке менее обжимаемых участков, способствуя возникновению в менее обжимаемых участках растягивающих напряжений. Чередование менее и более обжимаемых участков местами способствует чередование зон сжимаюишх и растягивающих напряжений, по предотвращает появление рванин и трещин на
поверхности металла, а также вскрытие поверхностных дефектов.
С целью уменьп1ения толщины перемычек 26 соединяющих сформированные заготовки 27, в чистовом прюпуске осуществляется растяжение перемычек за счет обжатия боковых граней заготовок, для чего в предчистовом прюходе осуществляется деформация раската только в районе перемычек 26 до толщины 0,03-0,05 высоты чистового калибра h. В чистовом пропуске осуществляют обжатие боковых граней заготовки и металл из перемычек частично перетекает в интенсивно вытягиваемые заготовки. Кроме того, под действием вытяжки заготовок перемычки удлиняются, а следовательно растягиваются. Как поперечное, так и продольное течение металла перемычки способствует ее утонению. При использовании предлагаемого способа прокатки толщина перемычки состав.пяет 0,01-0,015 высоты чистового калибра.
Удаление перемычек производится любым известным способом, например газокислородными резаками.
Пример. Прокатку литых с.г1ябов производили в двух смежных многоручьевых калибрах, нарезанных на валках 0 270 мм клети 280 лаборатории обработки металлов давлением Донецкого политехнического института. Один калибр трехручьевой диагональный квадратный, второй - трехручьевой шестиуголный.
Слябы размерами 50x103x400 мм прокатывали за щесть пропусков попеременно в шестугольном и диагональном квадратном калнбрах. После первого пропуска в щестиугольНОМ калибре обнаруживалась теилсшшя -к вскрыткю поверхностных дефектов (кое-где появлялись трещины и отслаивались плены). После прокатки раската в квадратном калибре (второй пропуск) дефекты на поверхности закрывались. Аналогичное явление имело место и в последующих пропусках. В предчистовом пропуске в щестиутольном калибре обжимали перемычку до толщины 1,0 мм, а в чистовом пропуске в квадратном калибре обжимали только боковые грани сформированных квадратных заготовок. По выходе из калибра толщина перемычки составляла 0,3 мм. На поверхности мета.пла дефекты отсутствовали полностью
Формула изобрет ей и я
Способ прокатки заготовок, включающий прокатку щирокой полосы в многоречьевых калибрах с образованием продольных перемычек и последующее продольное разделение полосы на заготовки, отличающийся тем, что, с целью улучщенкя качества готовой продукции и повыщения выхода годного, прокатку осуществляют попеременно по крайней мере в двух типах калибров различной конфигурации, в предпоследнем пропуске деформируют перемычку до получения ее высоты, равной 0,03-0,05 высоты чистового калибра, а в чистовом пропуске производят обжатие только боковых граней заготовок.
Источники информашш, принятые во внимание при экспертизе 1. Заявка N 1962004/02 кл. В 21 В 1/04, 1974.
Фнг.1
t /
Л
Фиг.7
IS
/ fj
7 Ф л
.S
