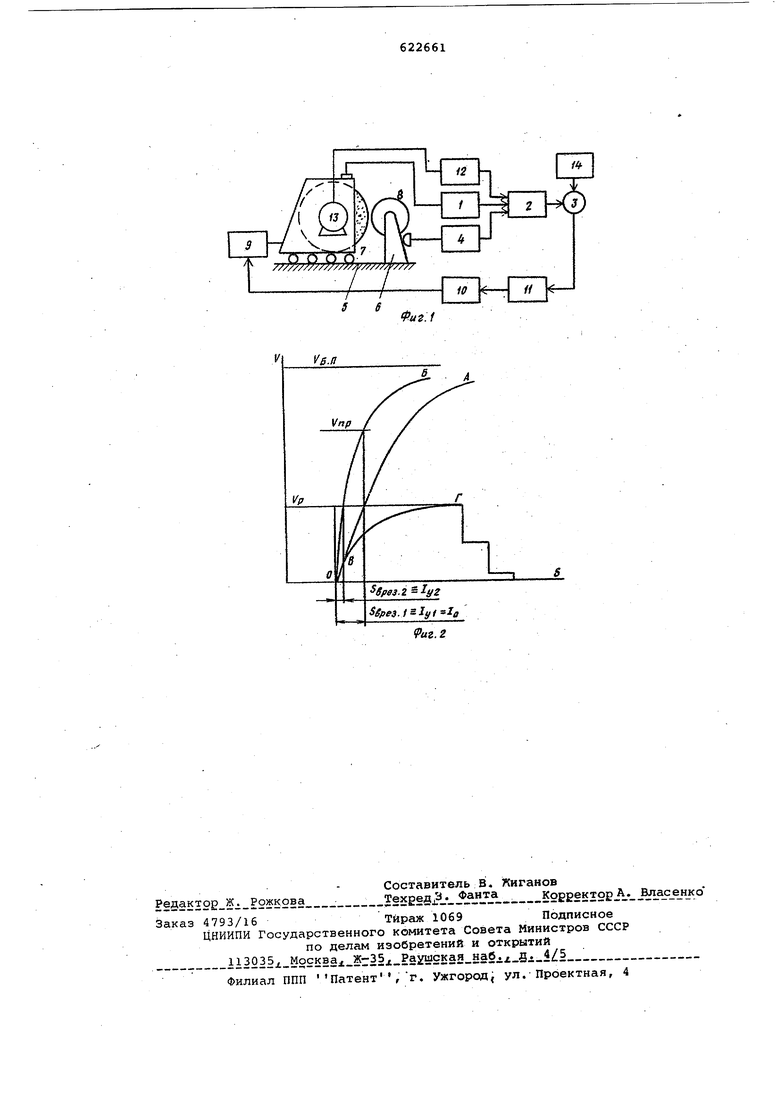
круга, например после правки, нарастание скорости идет по кривой А и за интервал времени, в течение которого скорость фактического съема металла достигнет величины рабочей подачи Vp, будет снят припуск SBnej.-f При наихудшей режущей способности круга, например перед правкой, нарастание скорости идет по кривой Б. Если оставить величину врезания, соответствующую (, то, достигнув ее, система будет .цметь предельную скоpocTbiVnp,, существенно превышающую Vp При такой скорости подачи круг моАет раскол,оться. Для создания безрпасных условий работы переключение на рабочую подачу осуществляют при величине врезания i(. В известной системе, с целью созДания безопасных .условийf работы, за дают величину припуск а SвpeJ,z врезание, соответствующую наихудшей режущей- способности щлифовального круга. Тогда, в случае лучшей режущей способности круга (процесс нарастания С2сррости идет по кривой А) , ,в .конце заданной величины врезания efej. Z :переключение быстрого подвода осуществляется при скорости (точка В значительно меньшей скорости рабочей подачи Vp. Дальнейшее нарастание скорости идет медленно (кривая Г). Это приводит к потере производительности. В предлагаемом устройстве задают величину врезания J(,-, соответствующую 5 , При этих условиях шлифования величина вибраций минимальн а оптимальная величина врезания равн Sjfesf. : Величина управляющего Сиг нала 1у4 пропорииональна . и дл оптимального врезания равна величине опорного сигнала в , т. е. бврез. н1,-1 При худшей режущей способности шлифовального круга оптимальная вели чина врезания равна54 32. ,и управЛяющий сигнал Тац пропорционален величине Но при этом величина вибраций возрастает и сигна t вибр,, пропорциональный их величир.е, равен разности 1,, - Iv2rJaKHM образом управляющий сигнал, .составленный из сигнала врезания {по мощност и упругой деформации) и сигнала вибраций, характеризующего режущую способность шлифовального круга, оптимальной для рассмотренных условий врезания, равен loСистема работает следующим образом.. При подводе шлифовального круга 7 к изделию возрастают вибрации станка, ш шлитуда которых пропорциональна режущей способности шлифовального круга. С преобразователя 1 на первый вход сумматора 2 подается электрический сигнал, пропорциональный величиЙе вибраций станка, которая соответствует режущей способности шлифовального круга. Одновременно возрастает величина МОЩНОСТИ электродвигателя 13 привода шлифовального круга и величина упругой деформации системы СПИД. В соответствии с этим сигналы с преобразователя 12 мощноЬти и преобразователя 4 упругих деформаций поступают на вход сумматора 2. Пропорционально увеличивающейся величине врезания круга 7 в изделие 8 сигнал с выхода сумматора 2 поступает на первый вход нуль-органа. 3, где сравнивается с величиной опорного сигнала, поданного на второй вход с задатчика 14 .опорного уровня, который соответствует заданной величине врезания круга в изделие. Когда изменяющийся сигнал на выходе сумматора достигнет оптимальной величины врезания, на выходе нульоргана 3 скачком возрастает напряжение запуска генератора 11 импульсов. Генератор вырабатывает импульсы, с помощью которых открывае.тся тиристорный ключ 10. С помощью тиристорного ключа к исполнительным органам станка подключается источник питания. Происходит переключение быстрого подвода шлифовального круга на рабочую поДачу. Формула изобретения Система управления врезанием шлифовального круга в изделие по авт.св. 545455, отличающаяся тем, что, с целью по:вьт1ения производительности, она снабжена преобразователем вибраций, выход которого подключен к входу сумматора.
.l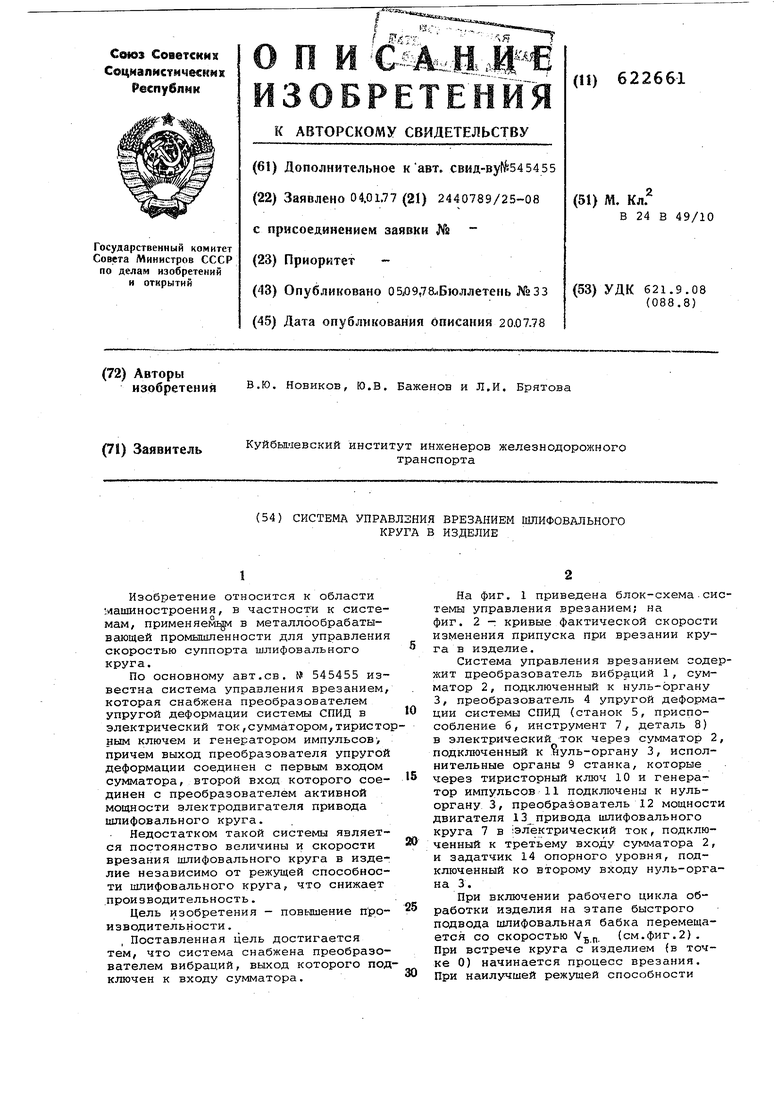
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ ПЕРЕКЛЮЧЕНИЯ СКОРОСТИ БЫСТРОГО ПОДВОДА ШЛИФОВАЛЬНОГО КРУГА НА РАБОЧУЮ ПОДАЧУ | 1999 |
|
RU2155127C1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673414A1 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |