На чертеже представлено устройство.
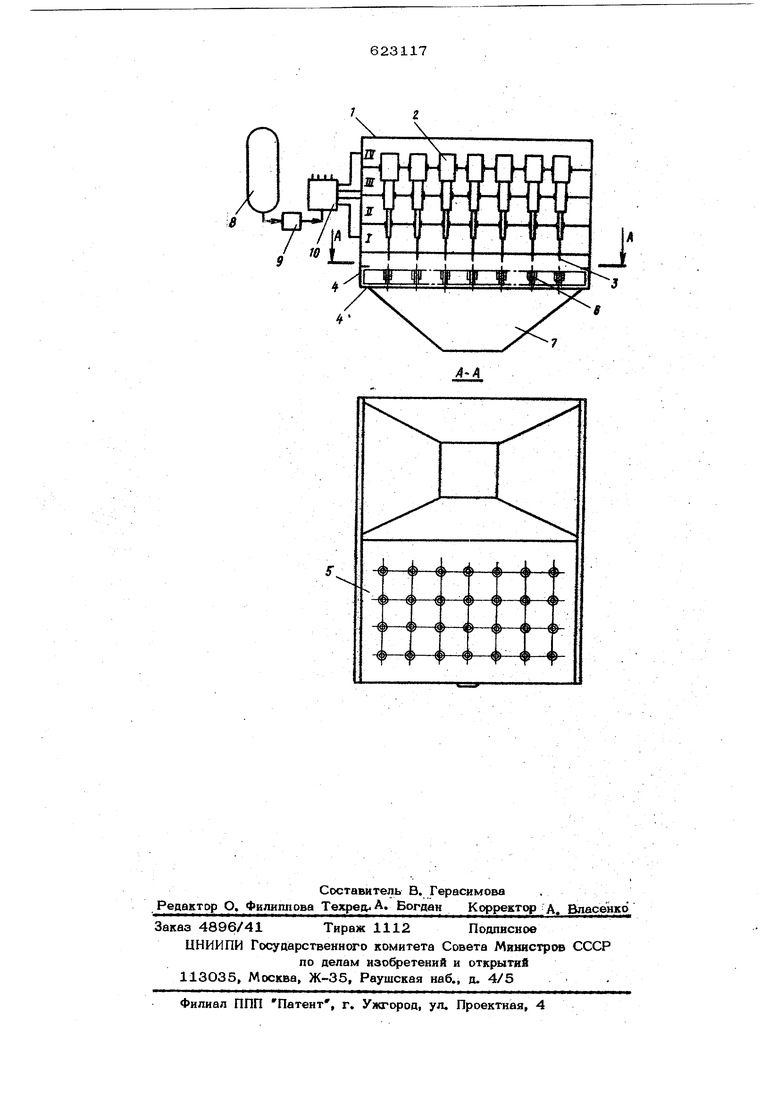
Устройство содержит неподвижную ка меру 1 с управляющими пневматическими, полостями I - 1Y для осевого перемещения плунжеров 2, в торцовой части которых с ними соединены калибры 3.j
Плунжеры расположены параллельно друг другу и имеют ступенчатую форму, причем каждая . ступень плунжера находится в одной ИЗ пневматических полостей, а перепад давлений на каждой сту-г jg ени плунжера при заполнении полости абочей среды соответствует определеному пределу нормы усилия расчленения. орцы плунжеров также помещены -в отдельные управляющие полости. С каждой 5 камерой 1 жестко соединены направляющие 4 для перемещения плиты 5, транспортирующей контролируемые элементы (гнезда) 6 в зону их сочленения с калибрами,- Для сбора готовой продукции слу 20 жит нкер 7. Полости I, 11 Ш, IY трубопроводами соединены с пневматическим аккумулятором 8, например баллоном со Сжатым воздухом, который снабжен узлом для поддержания постоянного 25 давления рабочей среды 9 и узлом 10 программной подачи- сброса рабочей среды по управляющим полостям,
Устройство работает следуюншм образом..30
Контролируемые элементы 6 последовательно загружают в приемные окна плиты 5. В полость I подают окатый воздух. По окончании загрузки пли.ту 5 с контролируемыми элементами 6 подают 35 в зону сочленения элементов с калифами.
С помощью узла 1О давление рабочей среды в полости I сбрасызают, а в полость 1У подают сжатый воздух, что 40 приводит к автоматическому сочленению калибров 3 с контролируемыми элементами 6. После этого сбрасывают рабочее давление из полости 1У и подают сжатый воздух в полость I, что приводит- 5 к освобождению транспортирующей плиты 5 от контролируемых элементов 6. Транспортирующую плиту возвращают в исходное положение и приступают к ее загрузке. В это время узлом 1О сортируют .50 контролируемые элементы, сочлененные с калибрами. В управляющую полость 11
подают сжатый воздух в течение времени, достаточного для отбора отделиииихся под действием перепада давлений на плунжерах контролируемых элементов первой группы. Затем подают .сжатый в управляющую полость |1| и т. д, до jpacчленения всех контролируемых элвмемтеж с калибрами. Далее сбрасывают рабочее давление со всех управляющих полостей. После этого рабочий цикл повторяют.
Устранение визуального контроля уситлия сцепления, автоматическое сочленение и расчленение контролируемых элементов с калибрами, а также уменьшение затрат времени на переходы между установками пределов усилия расчленения позволяют снизить затраты временя на контроль усилия сцепления и сортировку готовой продукции.
Формула изобретения
Устройство для контроля усилия фрикционного сцепления штепсельных разъемов, содержащее калибры,- узлы их крепления, узел размещения контролируемьис гнезд и узел расчленения калибров и гнезд с заданными усилиями, о т л и - чающееся тем, что, с целью понышения производительности ;сортировки в процессе контроля, в него введена неподвижная камера, разделенная на несколько управляющих полостей, связанных с узлом расчленения, выполненным в виде пневматического аккумулятора с узлом среды и узлом программной подачи - сброса рабочей среды по управляющим полостям, при этом узлы крепления калибров выполнены в виде параллельно расположенных ступенчатых плунжеров, торцы которых размещены в полостях, а узел размещения контролируемых гнезд выполнен в вице поовижной плиты, установленной в направляющих камеры перпендикулярно оси перемещения плунжеров.
Источники информации принятые во внимание при экспертизе{
1.Авторское свидетельство СССР
М 179042, кл. а 01 R 31/О4, 1964.
2.Авторское свидетельство СССР № 354294, кл. G О1 b 1/04, 1968.
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля усилия расчленения элементов электрических соединений | 1976 |
|
SU572666A1 |
| Устройство для контроля усилия расчленения элементов электрических соединений | 1980 |
|
SU932302A2 |
| Устройство для контроля усилия фрикционного сцепления | 1975 |
|
SU539230A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Устройство для контроля усилия расчленения элементов штепсельных разъемов | 1972 |
|
SU480931A1 |
| Устройство для контроля усилия фрикционного сцепления | 1981 |
|
SU964487A2 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU349202A1 |
| Автоматизированная установка для вакуумного снаряжения корпусов боеприпасов взрывчатым веществом | 1967 |
|
SU1841174A1 |
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |