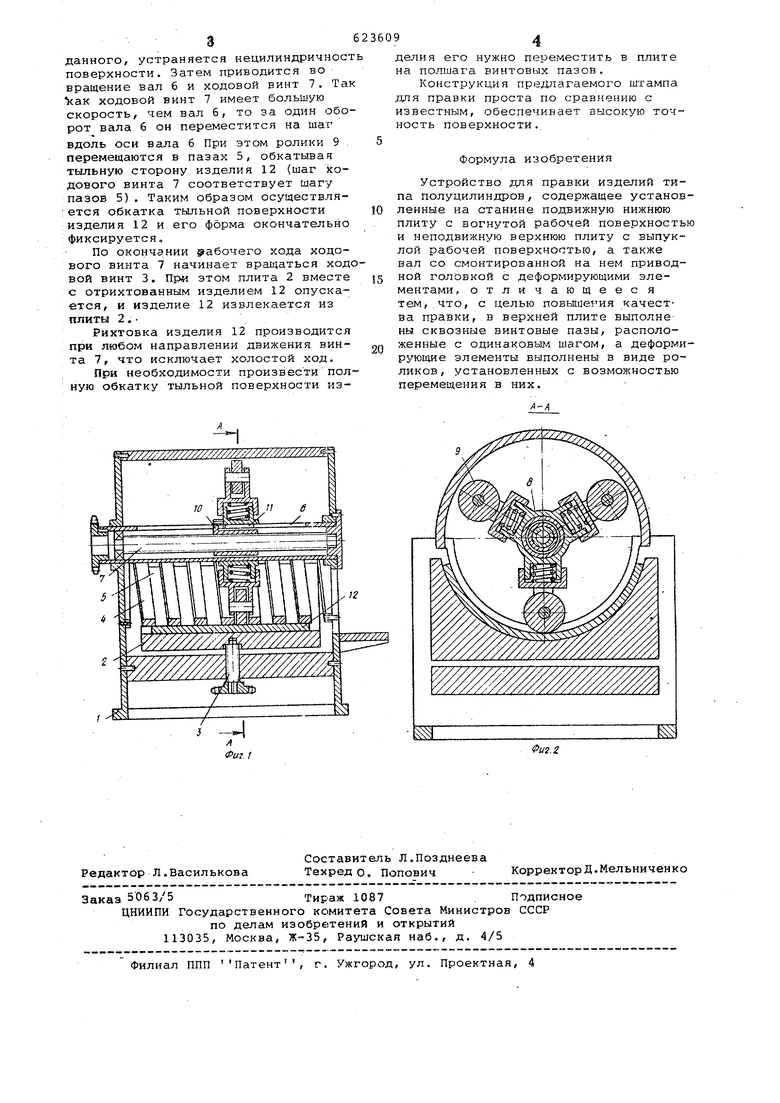
данного, устраняется нецилиндричност поверхности. Затем приводится во вращение вал 6 и ходовой винт 7. Так VaK ходовой винт 7 имеет большую скорость, чем вал 6, то за один оборот вала 6 он переместится на шаг
вдоль оси вала б При этом ролики 9 . перемещаются в пазах 5, обкатывая тыльную сторону изделия 12 (шаг содового винта 7 соответствует шагу пазов 5). Таким образом осуществля; ется обкатка тыльной поверхности изделия 12 и его форма окончательно фиксируется
По окончании | абочего хода ходового винта 7 начинает вращаться ходовой винт 3. Пр« этом плита 2 вместе с отрихтованным изделием 12 опуска™ ется, и изделие 12 извлекается из плиты 2.
Рихтовка изделия 12 производится при любом направлении движения винта 7, что исключает холостой ход.
При необходимости произвести полную обкатку тыльной поверхности изделия его нужно переместить в плите на полшага винтовых пазов.
Конструкция предлагаемого штампа для правки проста по сравнению с известным, обеспечивает высокую точность поверхности,
Формула изобретения
Устройство для правки изделий типа полуцилиндров, содержащее установленные на станине подвижную нижнюю плиту с вогнутой рабочей поверхностью и неподвижную верхнюю плиту с выпуклой рабочей поверхностью, а также вал со смонтированной на нем приводной головкой с деформирующими элементами, отличающеес я тем,.что, с целью повышения качества правки, в верхней плите выполне ны сквозные винтовые пазы, расположенные с одинаковым шагом, а деформирующие элементы выполнены в виде роликов, установленных с возможностью перемещения в них.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопуансонный штамп | 1976 |
|
SU613838A1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
| Устройство для упрочнения винтовых поверхностей | 1988 |
|
SU1620192A1 |
| Устройство для правки цилиндрических деталей типа стаканов | 1983 |
|
SU1085655A1 |
| Устройство для правки валов | 1984 |
|
SU1189533A1 |
| Устройство для правки нежестких цилиндрических деталей гладкими плитами | 2019 |
|
RU2696988C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| РАСТРОВОЙ СТЕРЕОСЪЕМКИ | 1972 |
|
SU340997A1 |
| Устройство для маркировки первичных элементов | 1980 |
|
SU936099A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
