Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сильфонов для эксплуатации в различных областях техники.
Известно устройство для формообразования радиально-гофрированных труб, состоящее из разъемной матрицы, раскрывающейся или смыкающейся при штамповке, резинового пуансона - шайбы, опоры пуансона и нажимного штока (см. Исаченков Е.И. Штамповка резиной и жидкостью, М. Машиностроение, 1967, с. 347, рис. 219).
Недостатком данного устройства является недостаточная подача заготовки в зону деформирования, приводящая к значительному утонению стенок готового изделия.
Также из технической литературы известна установка для штамповки трубчатых деталей эластичной средой, содержащая нажимную шайбу, деформирующую втулки из эластомера, упорную шайбу, расположенные на штоке внутри разъемной матрицы, и опорную трубу (Комаров А.Д., Троцевских Ю.В., Щеголеватых В.Д. и др. Формовка рифтов эластичной средой на трубах большого диаметра. - Кузнечно-штамповочное производство, 1979, №10, стр. 26).
Недостатком известного устройства является низкое качество получаемой детали из-за значительного утонения стенок готового изделия.
Прототипом заявляемому техническому решению является устройство для штамповки поперечных рифтов на трубах (RU 53600 U1, B21D 22/10, 27.05.2006), состоящее из нажимной шайбы, деформирующей втулки из эластомера, упорной шайбы, расположенных на штоке внутри разъемной матрицы, и опорной трубы. На штоке установлены подающая шайба и промежуточная шайба, а между ними нажимная втулка из эластомера, которые зафиксированы разрезной шайбой в пазах на штоке. Устройство позволяет уменьшить утонение материала готового изделия.
Недостатком известного устройства является невозможность формовки труб малого диаметра.
В основу предлагаемого изобретения поставлена задача достижения минимальной разнотолщинности при изготовлении цилиндрических сильфонов из труб в разъемной секционной матрице, за счет согласованного перемещения заготовки и формообразующего инструмента.
Решение поставленной задачи достигается применением компенсатора, включающего в себя: подвижный вкладыш, жесткозакрепленную втулку, перемещающее устройство, обеспечивающее приложение усилия к компенсатору. Компенсатор позволяет управлять смещаемым объемом полиуретана при одновременном перемещении заготовки, разъемной секционной матрицы и эластичного пуансона при последовательном формообразовании цилиндрических сильфонов из труб на прессе. Формообразование ведут в радиальном направлении. Одновременно прикладывают усилие к эластичному пуансону и разъемной матрице, а также подают трубную заготовку в зону деформирования. Вместе с этим к компенсатору прикладывают расчетное усилие, которое позволяет поддерживать постоянное на протяжении всего процесса формообразования рабочее давление, путем вывода из зоны деформирования избыточного объема полиуретана. Избыточный объем полиуретана выводится из зоны деформирования в полость жесткозакрепленной втулки за счет подвижного вкладыша в составе компенсатора, на который действует усилие, не позволяющее полностью вывести полиуретан из зоны деформирования, однако позволяющее поддерживать постоянное рабочее давление на протяжение всего процесса формообразования. Усилие, прикладываемое к компенсатору, определяется как произведение площади подвижного вкладыша и требуемого рабочего давления эластичного инструмента.
Совокупность признаков данного изобретения по сравнению с аналогами и прототипом позволяет:
- согласовать перемещение формообразующего инструмента и трубной заготовки.
- поддерживать постоянное рабочее давление на протяжение всего процесса формообразования.
- получить сильфон с утонением стенки не превышающим 10% при использовании трубных заготовок диаметром до 100 мм.
Преимущество данного изобретения, в отличие от прототипа определяется тем, что согласованное перемещение заготовки, жесткой разъемной матрицы и эластичного пуансона за счет применения компенсатора позволяет получить цилиндрический сильфон с минимальной разнотолщинностью при формовке труб малого диаметра.
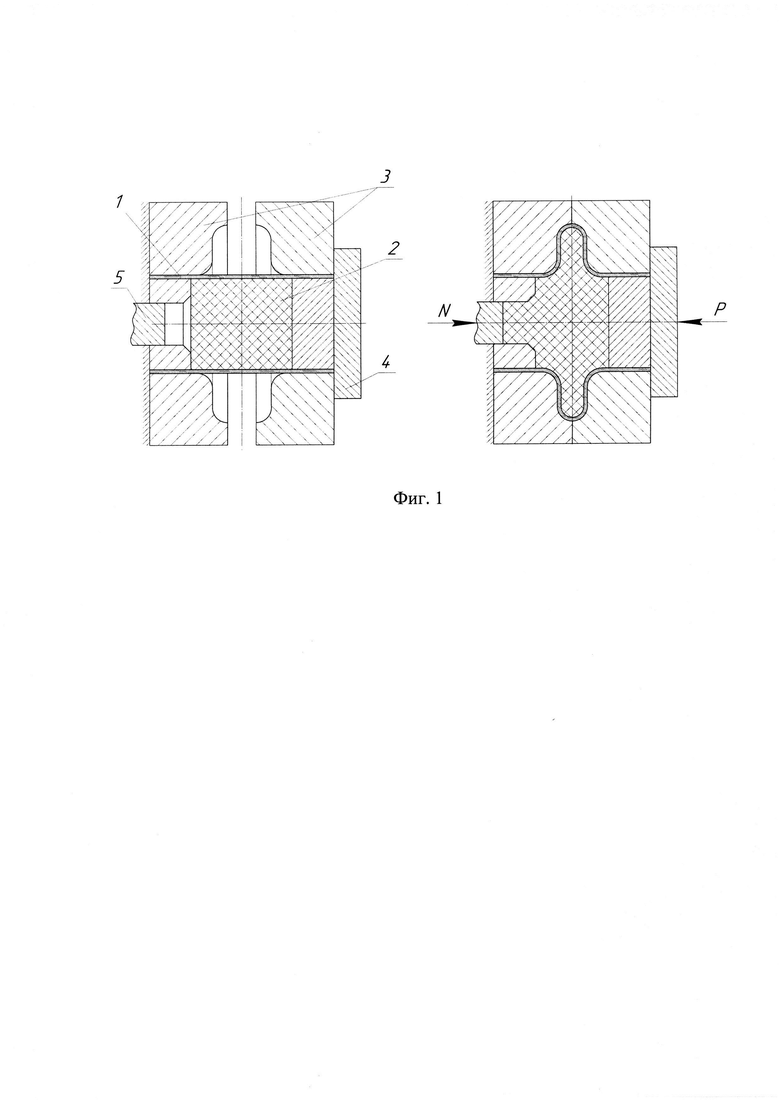
Описание предлагаемого способа изготовления сильфона из трубной заготовки в матрице эластичным пуансоном поясняется графическими материалами:
На фигуре представлена схема предлагаемого способа в начале и в конце процесса деформирования. Способ осуществляют следующим образом: в трубную заготовку (1) устанавливают цельный эластичный пуансон (2) и помещают в жесткую матрицу (3), которая находится в разомкнутом состоянии, затем при помощи плиты (4) осуществляют осевое перемещение заготовки и формообразующего инструмента, одновременно с этим к компенсатору прикладывают расчетное усилие N, обеспечивающее поддержание постоянного рабочего давления в эластичном пуансоне за счет выведения из зоны деформирования избыточного объема полиуретана в полость, освобождаемую подвижным вкладышем (5).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сильфона | 2023 |
|
RU2831076C1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОСОБОТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛЬФОНОВ | 2006 |
|
RU2343033C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тонкостенных сильфонов. Используют разъемную секционную матрицу и компенсатор в виде жестко закрепленной втулки, вкладыша и перемещающего устройства, обеспечивающего приложение усилия к компенсатору. Осуществляют формообразование трубной заготовки путем одновременного осевого перемещения трубной заготовки, разъемной секционной матрицы и эластичного пуансона из полиуретана. При этом прикладывают усилие к подвижному вкладышу компенсатора и обеспечивают выведение избыточного объема полиуретана из зоны деформирования в полость втулки, которая освобождается вкладышем. В результате в эластичном пуансоне поддерживается постоянное рабочее давление. Изобретение обеспечивает достижение технического результата, который заключается в возможности получения сильфонов с минимальной разнотолщинностью за счет согласованного перемещения заготовки и формообразующего инструмента. 1 ил.
Способ изготовления сильфона из трубной заготовки в матрице эластичным пуансоном, включающий последовательное формообразование трубной заготовки на прессе, отличающийся тем, что используют разъемную секционную матрицу и компенсатор в виде жестко закрепленной втулки, вкладыша и перемещающего устройства, обеспечивающего приложение усилия к компенсатору, а формообразование трубной заготовки осуществляют путем одновременного осевого перемещения трубной заготовки, разъемной секционной матрицы и эластичного пуансона из полиуретана и приложения усилия к подвижному вкладышу компенсатора с обеспечением выведения избыточного объема полиуретана из зоны деформирования в полость жестко закрепленной втулки, освобождаемую вкладышем, и поддержания постоянного рабочего давления в эластичном пуансоне.
| Способ охлаждения режущих инструментов, оснащенных твердыми сплавами | 1938 |
|
SU53600A1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2314889C1 |
| Штамп для формовки трубчатых заготовок | 1983 |
|
SU1166861A1 |
| DE 4032424 C2, 02.10.1996 | |||
| US 2954064 A1, 27.09.1960. | |||

