1
Изобретение относится к сварочной технике и может быть использовано во всех отраслях народного хозяйства при контактной сварке с односторонним подводом тока или прихватке деталей перед сваркой.
Известен электрод для контактной точечной сварки, выполненный в виде многожильного жгута из набора упругих токопроводящих проволок ,1.
Упругие свойства такого электрода по сечению неодинаковы, так как изгиб проволок различен в центре электрода и на периферии, и поэтому сила, направленная по оси электрода, действует неодинаково на проволоки, расположенные в разных местах по сечению электрода, по разному изгибая их.
Целью изобретения является повышение надежности контактов электрода с деталью и между свариваемыми поверхностями.
Это достигается тем, что проволоки скручены по винтовой линии с одинаковым углом подъема.
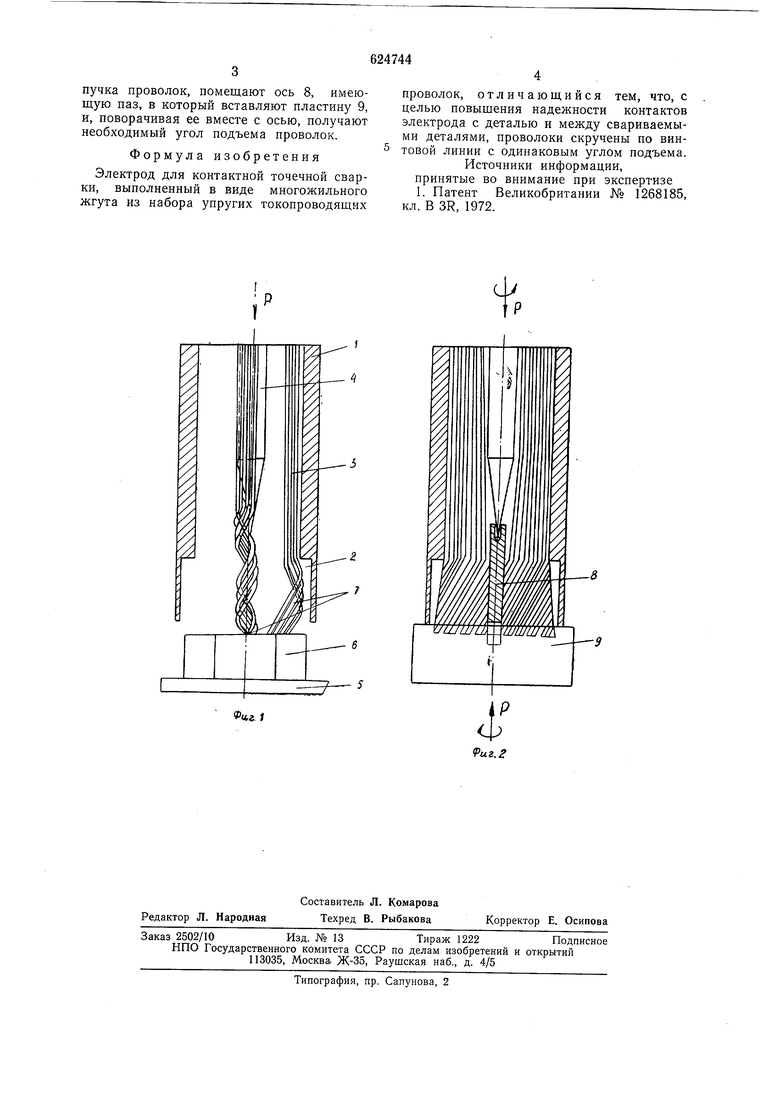
На фиг. 1 дан электрод, общий вид; на фиг. 2 - схема изготовления электрода.
Электрод состоит из корпуса 1, имеющего выточку 2 в нижней части, и многожильного жгута 3, который закреплен в корпусе клином 4. Электрод рабочей поверхностью многол ильиого жгута (на чертеже показан не весь жгут) опирается на привариваемую к пластине 5 гайку 6. Часть жгута, зажимаемая в оправке, прямая, а свободная часть скручивается так, чтобы угол подъема отдельных проволок 7 был одинаков. Ось 8, помещаемая в центр жгута, при изготовлении электрода имеет паз, в котором размещают пластину 9. Под воздействием силы Р, прилагаемой
к электроду, проволоки 7 изгибаются в направлении скручивания, обеспечивая контакт с привариваемой деталью всех проволок жгута, находящихся над поверхностью контактирования.
При этом угол поворота центральных слоев жгута больще, чем периферийных, поэтому концы проволок проскальзывают по поверхности привариваемой детали (гайки 6), защищая ее поверхность, за счет
чего увеличивается надежность контакта.
Одновременно происходит прокручивание привариваемой гайки 6 по поверхности пластины 5, что улучщает контакт между деталями. При снятии нагрузки и подъеме
электрода происходит проскальзывание проволок в обратнувэ, сторону, при этом концы проволок защищаются.
Электрод для контактной сварки изготовляется следующим образом. В центральную часть электрода, состоящего из
пучка проволок, помещают ось 8, имеющую паз, в который вставляют пластину 9, и, поворачивая ее вместе с осью, получают необходимый угол подъема проволок.
Формула изобретения
Электрод для контактной точечной сварки, выполненный в виде многожильного жгута из набора упругих токопроводящих
проволок, отличающийся тем, что, с целью повышения надежности контактов электрода с деталью и между свариваемыми деталями, проволоки скручены по винтовой линии с одинаковым углом подъема.
Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1268185, кл. В 3R, 1972.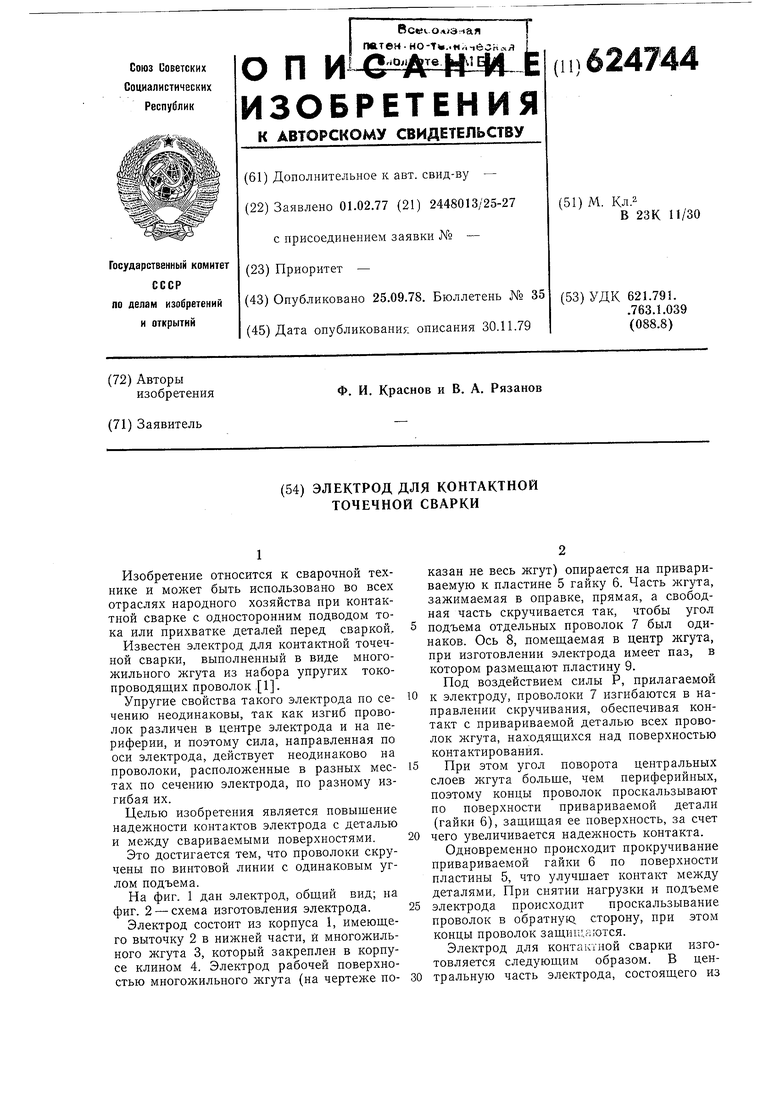
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи тока | 1976 |
|
SU603531A1 |
| Электрод для контактной сварки | 1982 |
|
SU1050834A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Способ односторонней контактной сварки | 1979 |
|
SU846168A1 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРИЧЕСКОЙ СВАРКИ СОПРОТИВЛЕНИЕМ С ЭЛЕКТРОДАМИ, РАСПОЛОЖЕННЫМИ С ОДНОЙ СТОРОНЫ | 2018 |
|
RU2741430C1 |
| Устройство для контактной точечной сварки | 1980 |
|
SU893459A1 |
| Способ соединения двух проводников, расположенных под углом друг к другу | 1987 |
|
SU1505727A1 |
| Ручной инструмент для односторонней контактной микросварки и микропайки | 1987 |
|
SU1445886A1 |
| Электрод для контактной приварки проволоки к плоской детали | 1987 |
|
SU1423318A1 |
| Способ подготовки деталей из алюминиевых сплавов к контактной точечной и шовной сварке | 1982 |
|
SU1138277A1 |
:Р
Фаг.
