(Л
сд
о
СП
N3 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1983 |
|
SU1135580A1 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ контактной стыковой сварки сопротивлением многопроволочных проводов с наконечниками | 1984 |
|
SU1208683A1 |
| Поточная линия контактной сварки узлов вагонов | 1973 |
|
SU549290A2 |
| СПОСОБ ПРИВАРКИ ДЕТАЛИ К ТОНКОЙ ТОКОПРОВОДЯЩЕЙ ПЛЕНКЕ | 1992 |
|
RU2041778C1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
Изобретение относится к технологии сварки проводящей пленки, нанесенной на фольгированный диэлектрик, с проводником. Цель изобретения - повышение механической прочности. Соединение осуществляют с помощью дополнительной металлической Т-образной детали 3, охватывающей проводник 1 своей стойкой 2. Присоединяемый участок фольгированного диэлектрика 6 размещают на полке 5 дополнительной детали, закрепляют его сначала механическим обжатием, а затем точечной контактной сваркой. Места обжатия также фиксируют точечной сваркой, а соединение проводника с деталью осуществляют сваркой плавлением. Получение качественного и прочного соединения проводника с фольгированным диэлектриком достигается с помощью сварки, но без непосредственного контакта свариваемых проводников между собой, приводящего в процессе сварки к нарушению целостности и структуры фольгированного диэлектрика. 4 ил.
Фиг. 1
Изобретение относится к сварке и может ыть использовано для присоединения одно- ильного или многожильного монтажного роводника к тонким металлическим пленкам, нанесенным на изоляционное основа- ние (фольгированным диэлектрикам).
Цель изобретения - по&ьииение механической прочности соединения.
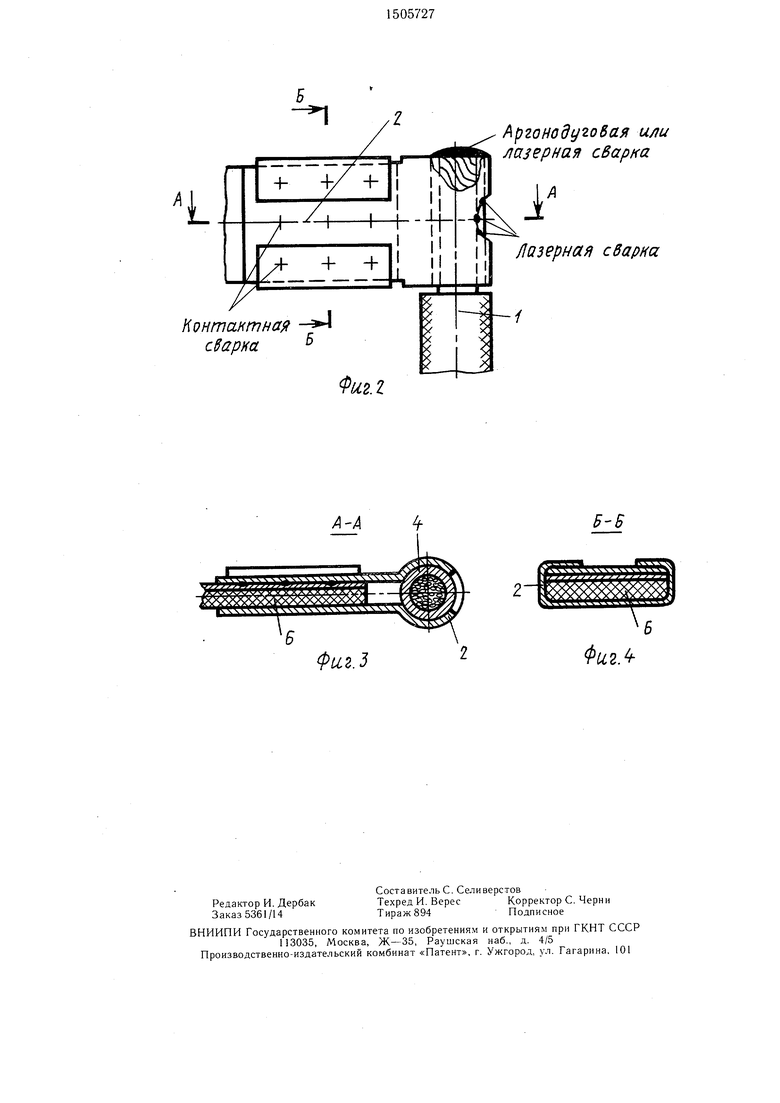
На фиг. 1 показаны свариваемые элементы в исходном состоянии; на фиг. 2 - сварное соединение участка фольгирован- ного диэлектрика с проводником; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2.
Способ осуществляют следуюилим образом15
У привариваемого проводника 1 снимают изоляцию и помещают его на стойку 2 Т-образной детали 3, которую с помощью струбцины обжимают вокруг проводника до получения плотного контакта проводника с внутренней поверхностью стойки 2. Лазер- 20 ную сварку осуществляют но периметру отверстия стойки 2 в нескольких точках и по торцу проводника.
Для улучщения качества сварного соединения на привариваемый проводник может 25 быть предварительно надета втулка 4 из металла, свариваемого с проводником и со стойкой. Втулку 4 вместе с. проводником 1 обжимают по наружной поверхности до получения плотного контакта между внутренней поверхностью втулки и проводником. 30
Выступающую часть проводника из втулки обрезают заподлицо с торцом втулки. Торец втулки вместе с проводником оплавляют одноимпульсной аргонодуговой или лазерной сваркой до получения надежного соединения. Затем втулку с провод- 35 НИКОМ помещают в охватывающую часть стойки Т-образной детали и с помощью струбцины обеспечивают поджатие втулки к внутренней поверхности стойки 2 в зоне отверстия до получения плотного контакта, д,. Соединение втулки со стойкой осуществляют с помощью лазерной сварки в 4-6 точках по периметру отверстия.
Соединение фольгирова 1ного диэлектрика 6 с Т-образной деталью 3 осуществляют
путем размещения привариваемого участка на полке 5 детали 3 (фиг. 2 и 3). Свободные выступающие концы полки 5 загибают до соприкосновения друг с другом и обжимают, образуя как бы конверт, в котором размещен привариваемый участок фоль- гированного диэлектрика 6. Место обжатия фиксируют контактной точечной сваркой. Контактной точечной сваркой по центру 0-образной детали осуществляют ее сварное соединение с фольгированным диэлектриком.
Таким образом, сварное соединение проводника с фольгой осуществляется в режимах, не оказывающих неблагоприятное воздействие на фольгированный диэлектрик и обеспечивающих его механическую целостность. Дополнительное механическое обжатие фольгированного диэлектрика увеличивает прочность сцепления фольги с металлической деталью - переходником, сваренной с монтажным проводником.
Формула изобретения
Способ соединения двух проводников, расположенных под углом друг к другу путем их сварки с дополнительной металлической деталью из материала, обладающего свариваемостью, с материалами обоих проводников, при котором осуществляют предварительное обжатие проводников свободными концами дополнительной детали, отличающийся тем, что, с целью повыщения механической прочности соединения проводника с фольгированным диэлектриком, дополнительную деталь выполняют Т-образной формы, фольгированный диэлектрик разме- П1.ают на полке Т-образной детали, охватывают и обжимают проводник стойкой указанной детали с наложением последней на фольгированный диэлектрик, а затем охватывают и обжимают свободными концами полки фольгированный диэлектрик вместе с частью стойки, при этом -соединение Т-образной детали с фольгированным диэлектриком производят точечной контактной сваркой, а соединение ее с проводником - сваркой плавлением.
L
с8арна
U2.Z
A-A
Фи2.3
Аргоноду обая или /fasepf/ая сВарка
i
Цазерная сбарна
5 S
Фиг.
| Патент США № 3523173, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АНТИДЕТОНАЦИОННАЯ ПРИСАДКА К БЕНЗИНУ | 1992 |
|
RU2032708C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
