(54) УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ТОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи тока | 1979 |
|
SU863242A1 |
| Электрод для контактной точечной сварки | 1977 |
|
SU624744A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА | 2001 |
|
RU2184180C1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Механизм для передачи тока | 1983 |
|
SU1186430A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
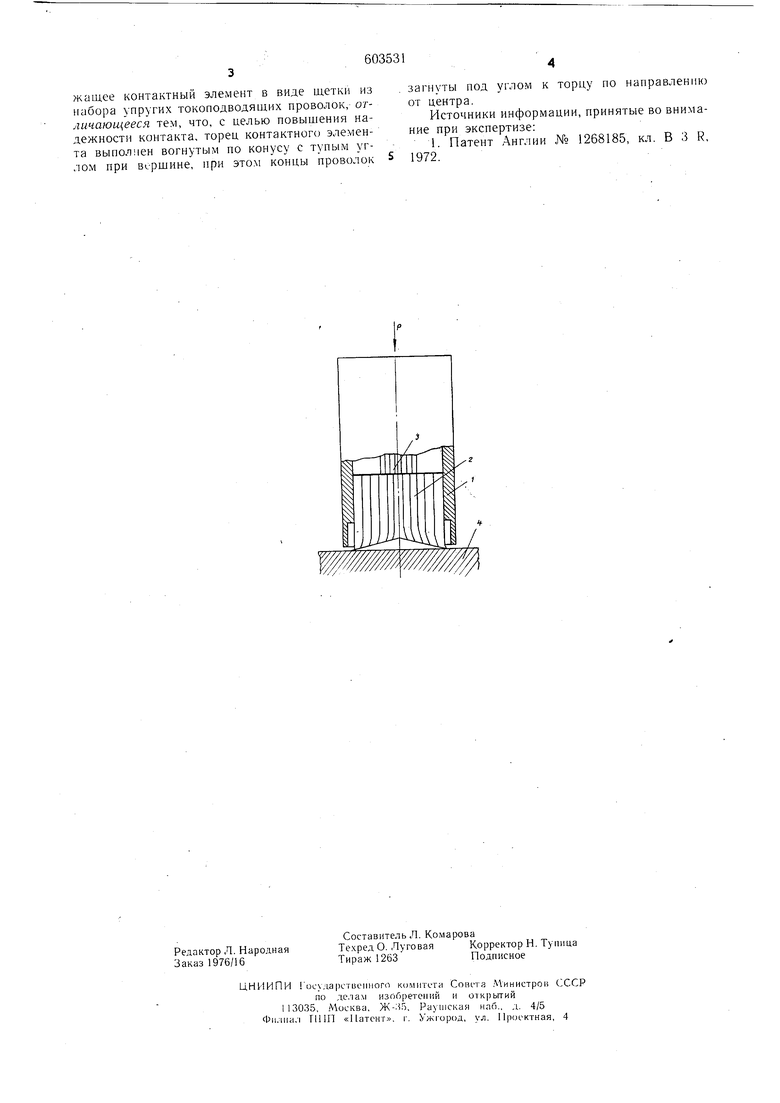
Изобретение относится к области, машиностроения и может быть использовано при контактной точечной сварке, в частности для прихватки деталей. Известно устройство для передачи тока, содержащее контактный элемент в виде щетки из набора упругих токоподводящих проволок 1. Это устройство применяется при сварке деталей с криволинейной формой поверхности. Недостатком его является неплотное прилегание контактного элемента к поверхности изделия и нестабильность контакта. Целью изобретения является получение стабильного, контакта контактного элемента со свариваемыми деталями разной формы. Для этого торен контактного элемента выполнен вогнутым по конусу с тупым углом при верщине, при этом концы проволок загнуты под к торцу по направлению от центра. На чертеже изображено устройство, общий вид. Устройство состоит из корпуса 1, в котором с помощью пайки закреплен контактный элемент в виде пучка проволок 2. Пучокизготовлен из жгута медных тонких токопроводящих проволок, к которым подводится кабель 3 от трансформатора. Рабочий торец пучка выполпен вогнутым по конусу с тупым углом конуса при вершине, а проволоки загнуты под некоторы.м углом к торцу в направлении от центра. Устройство работает следующим образом. Торец устройства для передачи тока ирижимается к контактируемой поверхности 4 усилием Р, приложенным к оси корпуса. Так как торец пучка сделан вогнутым по конусу, а концы проволок загнуты под некоторым углом к торцу, то проволочки под действием силы начинают легко терять устойчивость, скользить по поверхности детали, обхватывая поверхность контакта. По мере увеличения усилия все большее количество проволок теряет устойчивость, изгибается и скользит по поверхности контакта. При достнжении заданного усилия Р все проволоки устройства оказываются изогнутыми п обхватывают поверхность детали. Затем подается ток и производится сварка или прихватка детали. При снятии усилия проволока за счет собственных упругих свойств возвращается в исходное положение. Данное устройство обеспечивает стабильный контакт для любой поверхностн детали. Формула изобретения Устройство для передачи тока преимущестенно при контактной точечной сварке, содсржащее контактный элемент в виде щетки нз набора упругих токоподводящих проволок, огличающееся тем, что, с целью повышения надежности контакта, торец контактного элемента выполнен вогнутым но конусу с тупым углом при Вершине, нри этом концы проволок
загнуты под углом к торцу по направлению от центра.
Источники информации, принятые во внимание при экспертизе:
