Изобретение может бьпъ использовано в штематических станках дня обработки деталей «3 ферромагаитиых матерталов с их креппеннем в Mffi KHTROM держателе, преимуществешю в станках для ишифовакйя и доводки колец под9Ш11ШИКОВ ка%ния, работающих в составе автоматических линий.
Известны устройства, в которых в цепь гапання обмотки электромагнита подключен пороговый элемент, срабатьшанищй при определениом значении падения напряжения и позвояякяций определять количество деталей (1.
Однако известные устройства предказначеиы для подсчета деталей и не могут управлять работой станка в зшнсимости от наличия деталей на выходе устройств.
Известны станки, содержаище отводяпв1й поюк и катушку размагниздвания. В отводящем лотке смонтирован сигнализаюр переполнения лотка с датчиком в виде подпружинен иой клавиши и чувствйтельмьпм элементом в виде взанмодействующего с клавишей бесконтактного концевого вьжлючателя, который при переполнении лотка выдает комшду на отключение станка 2. Катушка размапгачивання в
известных станках смонтирована то ходу лотка, но не связана с снгнализатором переполнения потка.
Цель изобретения - упрощение устройства,
Для этого (жгнализатор переполнения лотка вьпюлнен в виде подключенного в цепь питадая индуктивной катушки порогового элемента, например токового реле, причем длина катушки нндуктивности превышает суммарный
размер числа деталей, соответствующего порогу срабатьтаяия.
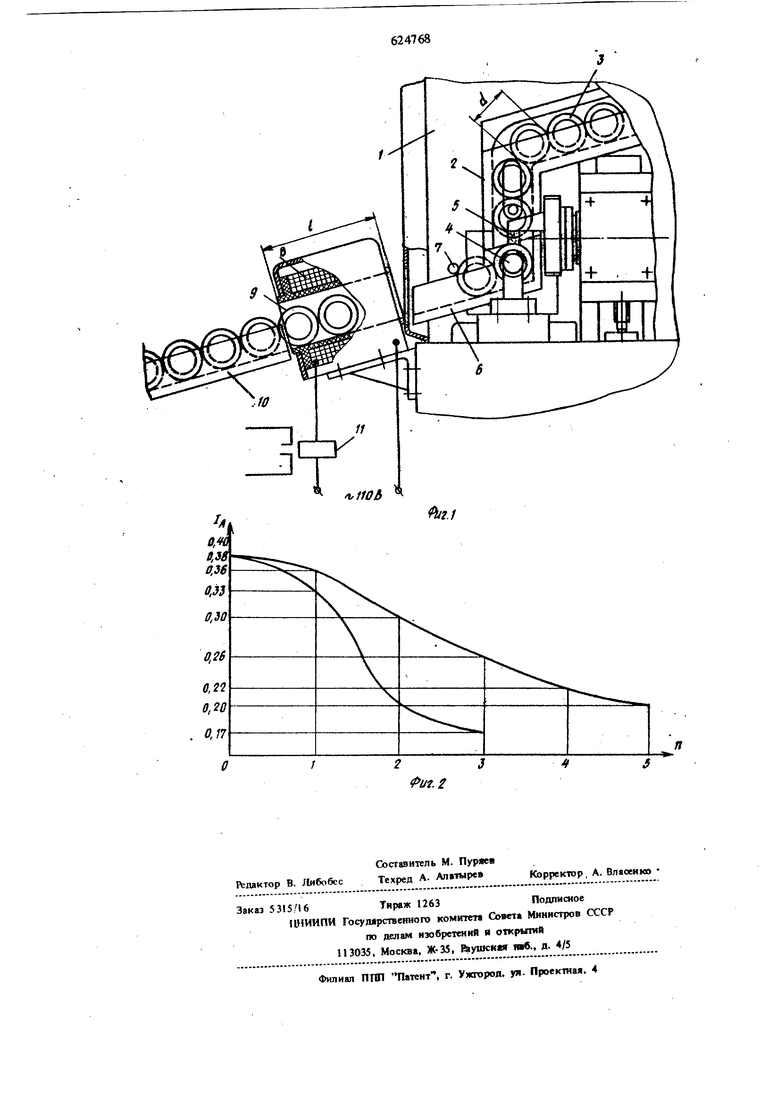
На фиг. 1 изображено описьшаемое уст.ройство; на фш. 2 - кривые зависнмости тока в цепи катушкИ размагничивания от количестаа деталей в ней.
Предлагаемое устройство служит для вывода обработанных деталей из станка 1, которьт содержит входной лоток 2, в котором раз мешаются заготовки 3, и позшщю 4 обработки
заготовок инструментом 5, а также отводящий лоток 6 и отсекатель 7. Устройство состоит из катушки 8 размагничивания с каналом 9 для прохода готовых Деталей, отводяцдаго лотка 10 и токового реле 11. Облютки катушки 8 и токового реле 11 включены последовательно к
источнику переменного напряжения, например к сети промьпипенной частоты, а управляющие контакты реле 11 связаны со схемой управления станка. Катушка 8 и лоток 10 установлены наклонно, что обеспечивает подачу деталей к следующей позиции.
В станке 1 заготовки 3 по лотку 2 постзттают на позицию 4 обработки. Обработанные детали попадают в лоток 6,откуда они поштучно вьшускаютСя отсекателем 7 и проходят через канал 9 катушки 8 и лоток 10 к следующей, позиции автоматической линии.
При нормальном режиме работы линии в целом оборудование на последующих позициях обработки работает с такой же производительностью, как станок 1, и детали в лотке 10 и канале 9 катуппси не накопляются. Однако, если на последующей позиции произойдет остановка оборудовагшя, детали будут накогшяться в лотке 10, а затем и в канале 9 катушки, при этом число накопленных деталей определяется отношением длины С катуижи к диаметру d детали.
На фиг. 2 представленьг кривые зависимости тока Л в катушке от числа деталей п в канале 9; верхняя кривая соответствует минимальному, а нижняя - максимальному диа.метру деталей.
При отсутствии деталей ток в катушке ма1ссимален (0,38 А); при прокатьшатш одной детали минимального диаметра ток уменьшается до 0,36 А, а при прокатьшании детали максимального диаметра - до 0,33 А. Порог срабатьшания токового реле устанавливают ниже последнего значения, так что при нормальном режиме работы автоматической линии реле не Срабатьшает. При накоплеюш деталей в лотке и в канале катушки ток в последней уменьшается, и реле срабатывает, вьщавая в
схему управления станка 1 сигнал на отключение этого станка. Например, при пороге срабатывания реле 0,20 А отключение станка происходит при наличии в канале 9 двух деталей максимального или пяти деталей минимального диаметра.
Предлагаемое устройство проще известноге, поскольку в нем катушка размагничивания, ПОМИ.МО своего непосредственного назначения, используется также в качестве датчика, что позволяет исключить относительно сложный по конструкции узел сигнализации переполнения выходного лотка.
Формула изобретения
Устройство для управления работой станка в завис11мости-ОТ наличия деталей в выходном лотке, содержащее сигнализатор переполнения лотка и охватьшающую выходной лоток дедуктивную катушку, в цепь питания которой подключен сигнализатор наличия ферромагнитйых деталей, отличающееся тем, что, с целью упрощения конструкции устройства, в нем сигнализатор переполнения лотка выполнен в В11Де подключенного в цепь питания индуктивной катушки порогового элемента, например токового реле, причем длина катушки индуктивности превышает суммарный размер числа деталей, соответствующего порогу срабатьшания.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР N 460160, кл. в 23 Q 7/00,1973.
2.Средства автоматизации механической обработки, справочное пособие. М., 1962, с.151, ф. 137-139.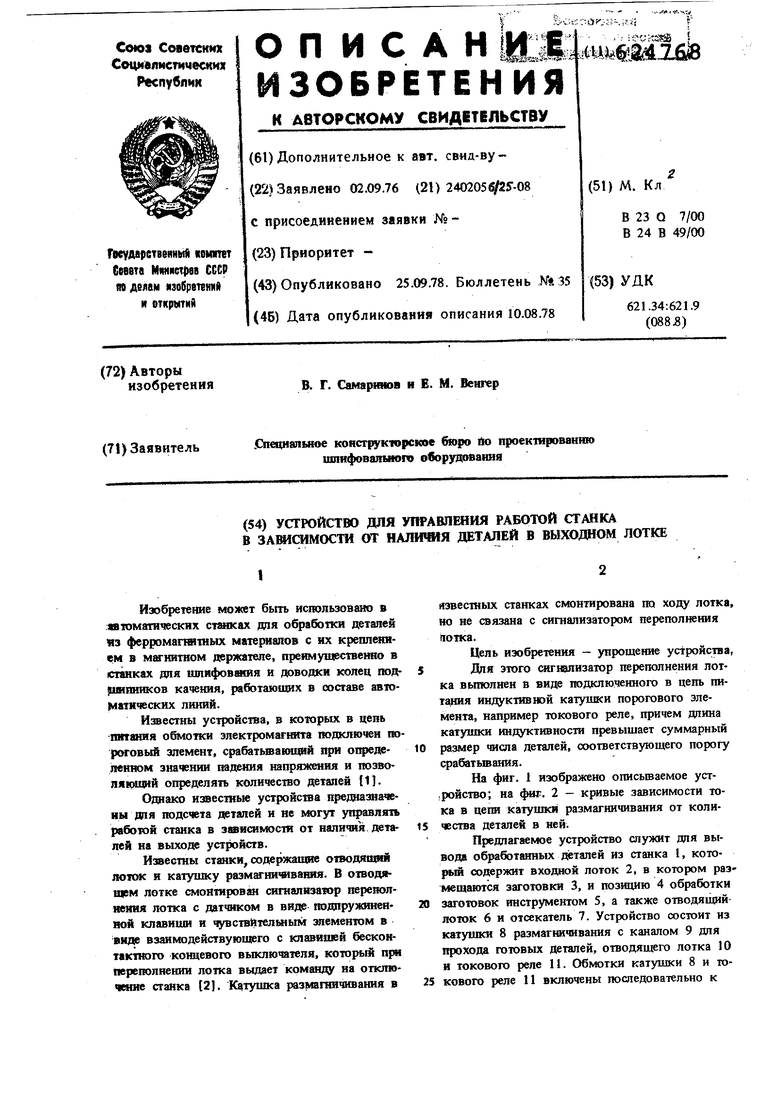
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой станка | 1982 |
|
SU1143577A1 |
| Загрузочное устройство | 1985 |
|
SU1283037A1 |
| Устройство для вертикального транспортирования и выдачи цилиндрических изделий | 1977 |
|
SU716932A2 |
| Загрузочное устройство | 1985 |
|
SU1278177A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Магазин-накопитель цилиндрических деталей | 1976 |
|
SU704757A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯи | 1964 |
|
SU166069A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Устройство для подачи деталей к параллельно работающим станкам | 1988 |
|
SU1537477A1 |
| Автомат для сборки шариковых авторучек | 1978 |
|
SU766901A1 |