Изобретение относится к механо-сборочным работам, в частности, к сборке прессовых соединений деталей типа вал-втулка.
Известно устройство для термической сборки прессовых соединений деталей ротог ров электродвигателей, содержащее смонти{юванные на основании накопители собираемых деталей, механизм подачи и ориентации, а также камеру для термообработки одной из собираемых деталей, например, для нагрева сердечников ротора, при этом накопитель для сердечников роторов в термокамера расположены над накопителем другой .из собираемых деталей, например, валов i.
ОднакХ) в известном устройстве термообр аботаннйя деталь подается в зону сборки и запрессовывается в ротор электромагнитным гюлем, создаваемым в зоне . Для этого трюбуется много электрнчес- кой энергии.
Целью изобретения является обеспечение запрессовки одной из собираемых деталей, например вала, за счет собственного веса.
Поставленная цель достигается благодаря тому, что устройство снабжено механизмом переориентации для термообрабо- танной детали, выполненным в виде установленных по оси сборки направляющей поворотной гильзы с осыо поворота, перпендикулярной оси сборки и смещенной относительно центра тяжести гильзы, а также направляющего конуса, расположенного под гильзой, а накопитель другой детали снабжен гидроамортизатором, расположенным по оси детали.
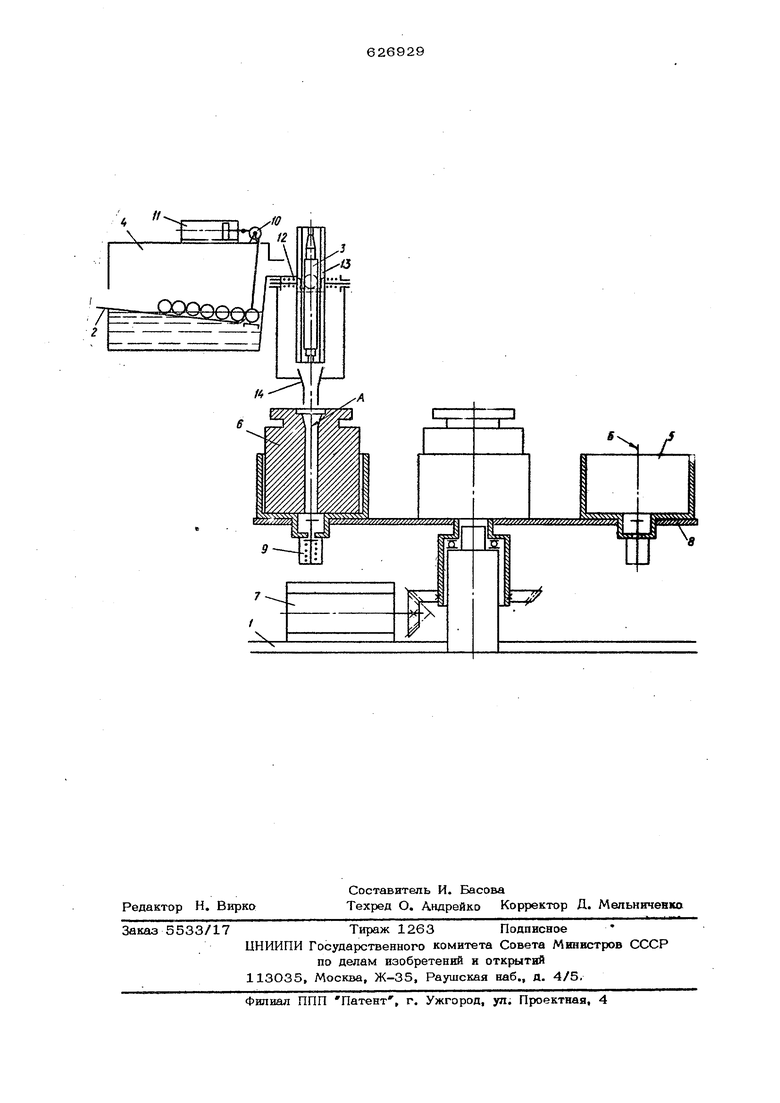
Устройство представлено на чертеже. Оно содержит смонтированные на основании 1 накопитель 2, например, для валов 3 роторов, расположенный в термической камере 4 для охлаждения валов. Накопитель 5, например, для роторов 6 двигателей, расположенный на поворотном от привода 7 столе 8, снабжен гидроамортизатором 9 для роторов 6, расположенным по оси сборки. Механизм подачи и ориентации 10 с пневмоприводом 11, а также механизм переориентации 12, выполненны в виде установленных по осн сборку направлшощей поворотной гдздьэыЛЗ с осью поворота, перпендикулярной оси сборки и смешен ой относительно центра тяжести гильзы, и направляющего конуса 14, расположенного дод пшьзой. Накопитель 2, термическая камера 4 и механиг.м переориентации расположены над накопителем 5 Для роторов электродвигателей. Устройство для сборки деталей работает в полуавтоматическом режиме следую-г щим образом. Собираемые детали (валы) 3 загружаются в накопитель 2 и охлаждаются в .среде жидкого азота до -195,8 С, Охлаж дение валов происходит постепенно по ме ре продвижения в накопителе сначала в холодных парах азота, а затем и в самом жидком . , При включении устройства вал с помо .щью механизма подачи и ориентации 10 с пневмоприводом 11 вынимается из жидкого азота и выкатывается из самеры, попадая в гильзу 13 мехаггизма переориеи.тации 12, Под действием веса вала гильза, имеющая cMeiueHHjTo относительно центра тяжести ось вращения, поворачивается в вертикальной плоскости до того момента, когда вал займет строго вертикальное положение. После этого вал через направляющий корпус под действием собст венного веса опускается и попадает в гне здо расположенного вниву ротора 6, Обойма механизма переориентации при этом возвращается в исходное положение. На 1Гоз1щии А происходит сборка ротора с валом, а на позиции съем собранных узлов и загрузка роторов, предназначенных для сборки, Динам гческие нагрузки, возникающие при падении вала, воспринимаются как са мой поверхностью контакта, величина которой для деталей тила ротор электродвигатеяя весьма значительна, так и гидро- амортизатором 9, Ориентирование вала относительно ротора происходит самопроизвольно при движении вала под действием собственного веса. Значительный вес валов обеснечивает надежность работы устройства, Ориентирдвание и сборка за счет собственнсго ве-, са позволяет исключить использование сложных механизмов посадки охватываемой детали в охватывающую и пентрирова ния. Работа устройства происходит в пол автоматическом режиме, Формула изобретения Устройство для термической сборки прессовых соедшшний деталей типа валвтулка, содержащее смонтированные на основании накопители собираемых деталей, механизм подачи и ориентации, а К1меру для термообработки одной из собираемых деталей, расположенную с соответствующим накопителем над накопителем другой собираемой детали, о т л и ч а гота е е с я тем, что, с целью обеспечения запрессовки одной из деталей, например вала, за счет собственного веса оно снабжено механизмом переориентации для термообработанной детали, выполненным в виде установленных по оси сборки направляющей поворотной гильзы с осью поворота, перпендикулярной оси сборки и смещенной относительно центра тяжести гильзы, а также направляющего конуса, расположенного под гильзой, а накопитель другой детали снабжен гидроамортизатором, распололсенным по оси детали. Источники информации, пpшiятыe во внимание при экспертизе: 1, Авторское свидетельство N9504628, кл, В 23 Р 19/02. 1974, w i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической сборки прессовых соединений деталей типа вал-втулка | 1980 |
|
SU912474A2 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для групповой сборки деталей | 1987 |
|
SU1454638A1 |
| Устройство для сборки деталей типа "вал-втулка | 1980 |
|
SU941155A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Стенд для сборки прессовых соединений деталей типа вал-втулка | 1974 |
|
SU506487A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Устройство для сборки деталей | 1973 |
|
SU471987A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |