ю
О5
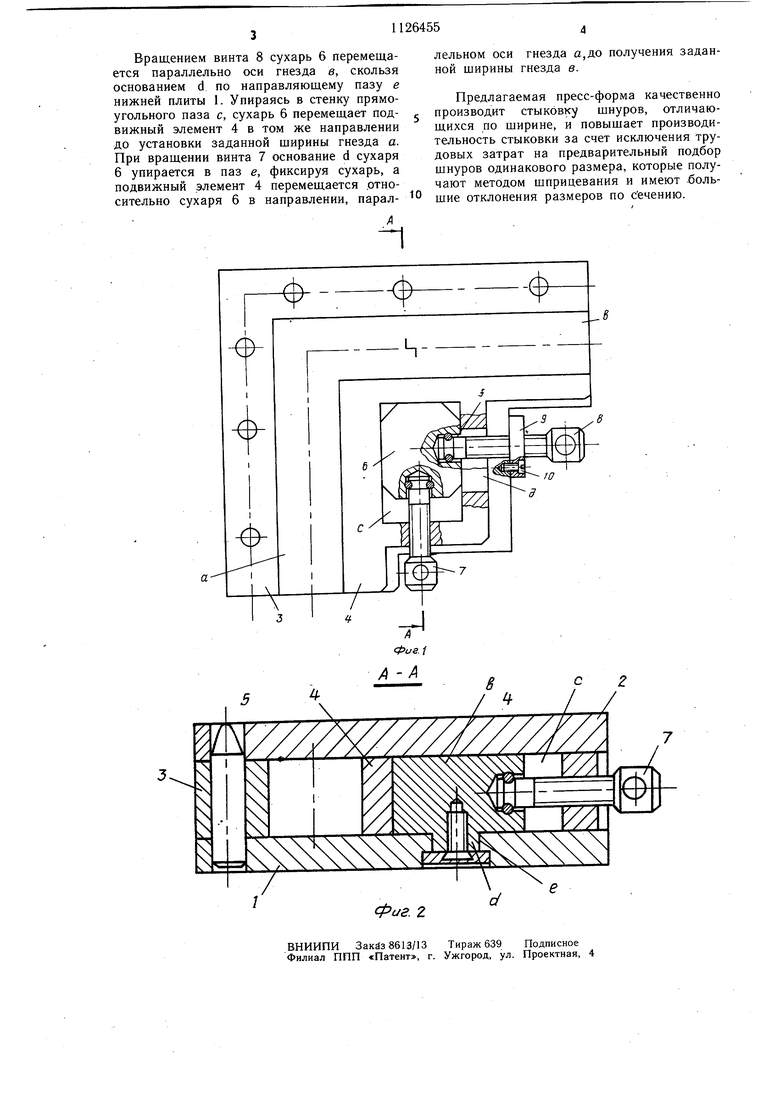
О1 СП Изобретение относится к оборудованию для изготовления резиновых механических изделий и предназначено для стыковки предварительно вулканизированных резиновых шнуров. Известна пресс-форма для стыковки резиновых шнуров, содержаш,ая нижнюю, среднюю и верхнюю плиты, образуюш,ие формуюш.ую полость, литьевую камеру с плунжером и литьевыми отверстиями 1. Однако в данной пресс-форме плиты не позволяют регулировать размеры сечения стыка,, образуемая плитами формуюш,ая полость не имеет каналов для отвода воздуха. Это приводит к необходимости применения большого количества форм для стыковки и к недопрессовке стыка. Наиболее близкой к изобретению является пресс-форма для стыковки резиновых шнуров, содержашая образуюш,ие угловую формуюшую полость верхнюю, нижнюю и среднюю плиты, последняя из которых вы полнена состояшей из неподвижного и подвижного элементов, установленный в прямоугольном пазу подвижного элемента сухарь, основание которого расположено в направляюшем пазу нижней плиты, и нажимной винт для перемеш,ения подвижного элемента 2. Однако в известной пресс-форме перемешение подвижного элемента относительно нижней плиты производится только в одном направлении, так как прямоугольный паз расположен под углом 45° к гнездам формуюшей полости, вследствие чего возможна только одновременная регулировка ширины формуюших гнезд на один и тот же размер, что не позволяет производить качественную стыковку шнуров, которые изготовляются шприцеванием и имеют разброс размеров по ширине поперечного сечения. Цель изобретения - повышение качества стыковки. Поставленная цель достигается тем, что в пресс-форме для стыковки резиновых шнуров, содержаш.ей образуюш,ие угловую формующую полость верхнюю, нижнюю и среднюю плиты, последняя из которых выполнена состояшей из неподвижного и подвижного элементов, установленный в прямоугольном пазу подвижного элемента сухарь, основание которого расположено в направляющем пазу нижней плиты, и нажимной винт для перемещения подвижного элемента, прямоугольный паз выполнен замкнутым и расположен боковыми сторонами параллельно гнездам формующей полости, винт для перемещения подвижного элемента установлен на последнем и жестко связан с сухарем, а сухарь установлен в направляющем пазу с возможностью перемещения относительно нижней плиты и снабжен дополнительным нажимным винтом для его перемещения, который установлен на нижней плите под углом 90° к имеющемуся нажимному винту, причем в подвижном элементе выполнено окно для прохода дополнительного нажимного винта. Предлагаемое конструктивное выполнение пресс-формы обеспечивает возможность перемещения подвижного элемента в двух взаимно перпендикулярных направлениях параллельно осям гнезд формующей полости, что позволяет индивидуально регулировать ширину гнезд в соответствии с размерами закладываемых в них участков шнуров. На фиг. 1 изображена пресс-форма; на фиг. 2 - сечение А-А на фиг. I. Пресс-форма для стыковки резиновых шнуров содержит нижнюю .1, верхнюю 2 и состоящую из неподвижного 3 и подвижного 4 элементов среднюю плиты, образующие Г-образную формующую полость, состоящую из прямолинейных гнезд айв. Между собой плиты 1 и 2 и неподвижный элемент 3 соединены при помощи штифтов 5. В подвижном элементе 4 выполнен прямоугольный замкнутый паз с, боковые стороны которого расположены параллельно осям гнезд а и в формующей полости. В пазу с расположен сухарь 6, который основанием d установлен в направляющем пазу е нижней плиты 1 с возможностью перемещения относительно последней. Для перемещения элемента 4 предназначен нажимной винт 7, установленный в нем на резьбе и жестко связанный с сухарем 6. Для перемещения сухаря 6 предназначен дополнительный нажимной винт 8, установленный на резьбе в стойке 9, закрепленной при помощи винтов 10 на нижней плите 1. и жестко связанный с сухарем 6. Для фиксации винтов 7 и 8 в сухаре 6 выполнены гнезда f ,,,Для прохода винта 8 при перемещении элемента 4 в последнем выполнено окно g. Винты 7 и 8 расположены друг относительно друга под углом 90° и обеспечивают перемещение элемента 4 и сухаря 6 во взаимно перпендикулярных направлениях, параллельных осям гнезд айв формующей полости. Пресс-форма работает следующим образом. В гнезда айв при снятой верхней плите 2 закладываются концы предварительно свулканизованных стыкуемых шнуров. Далее устанавливают верхнюю плиту 2. Через ее Литниковые отверстия (не показаны) в зону стыка подают резиновую смесь и производят стыковку шнуров и вулканизацию стыка. Регулирование ширины гнезд айв формующей полости производится следующим образом.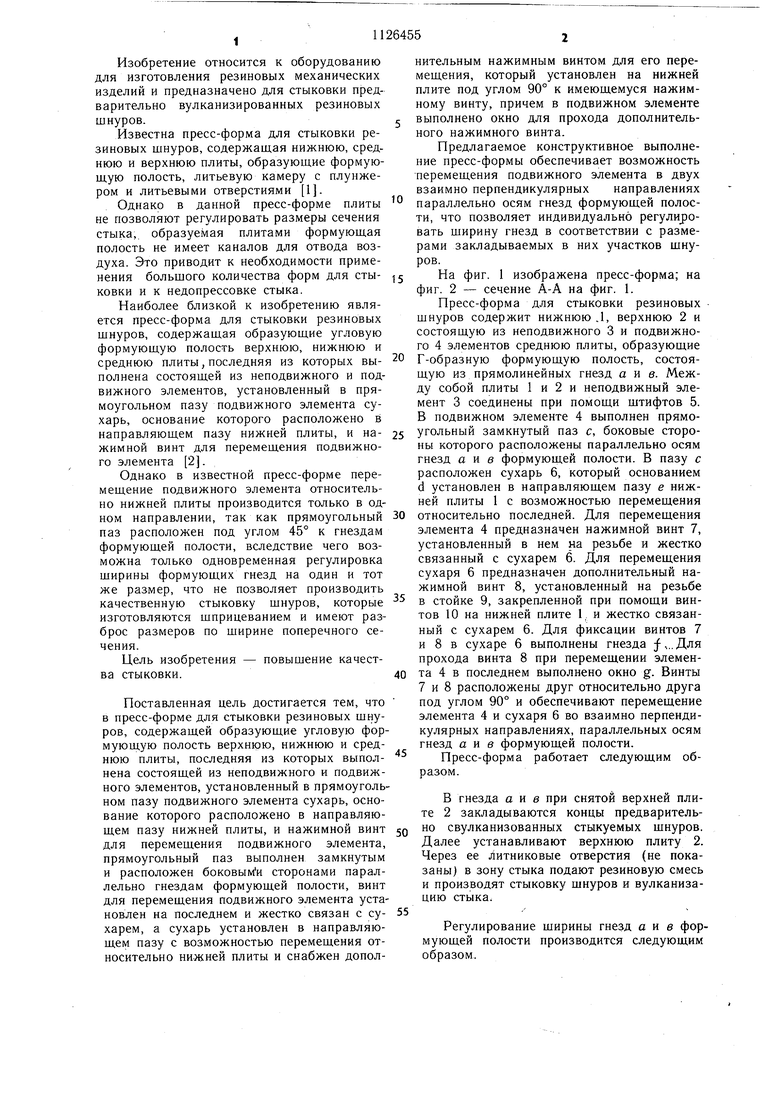
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для стыковки вулканизованных резиновых шнуров | 1976 |
|
SU626972A1 |
| Пресс-форма для вулканизации покрышки пневматической шины | 1977 |
|
SU732144A1 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1980 |
|
SU897562A1 |
| Устройство для гибки труб | 1980 |
|
SU978974A1 |
| Механизированная пресс-форма | 1978 |
|
SU765942A1 |
| Устройство для стыковки полос обрезиненного полотна | 1978 |
|
SU763147A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| УЗЕЛ СТЫКОВКИ С ТРАНСПОРТНЫМ КОНТЕЙНЕРОМ | 2011 |
|
RU2458272C1 |
| Формующее устройство | 1981 |
|
SU1143352A1 |
| Устройство для прессования изделий | 1976 |
|
SU604627A1 |
ПРЕСС-ФОРМА ДЛЯ СТЫКОВКИ РЕЗИНОВЫХ ШНУРОВ, содержащая образующие угловую формующую полость верхнюю, нижнюю и среднюю плиты, последняя из которых выполнена состоящей из неподвижного и подвижного элементов. установленный в прямоугольном пазу подвижного элемента сухарь, основание которого расположено в направляющем пазу нижней плиты, и нажимной винт для перемещения подвижного элемента, отличающаяся тем, что, с целью повышения качест- . в.а стыковки, прямоугольный паз выполнен замкнутым и расположен боковыми сторонами параллельно гнездам формующей полости, винт для перемещения подвижного элемента установлен на последнем и жестко связан с сухарем, а сухарь установлен в направляющем пазу с возможностью перемещения относительно нижней плиты и снабжен дополнительным нажимным винтом для его перемещения, который установлен на нижней плите под углом. 90° к имеюf щемуся нажимному винту, причем в подвижном элементе выполнено окно для про(Л хода дополнительного нажимного винта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения девиации часто-Ты лиНЕйНО-чАСТОТНОМОдулиРОВАННыХ РАдиО-иМпульСОВ | 1979 |
|
SU832489A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для стыковки вулканизованных резиновых шнуров | 1976 |
|
SU626972A1 |
| Солесос | 1922 |
|
SU29A1 |
