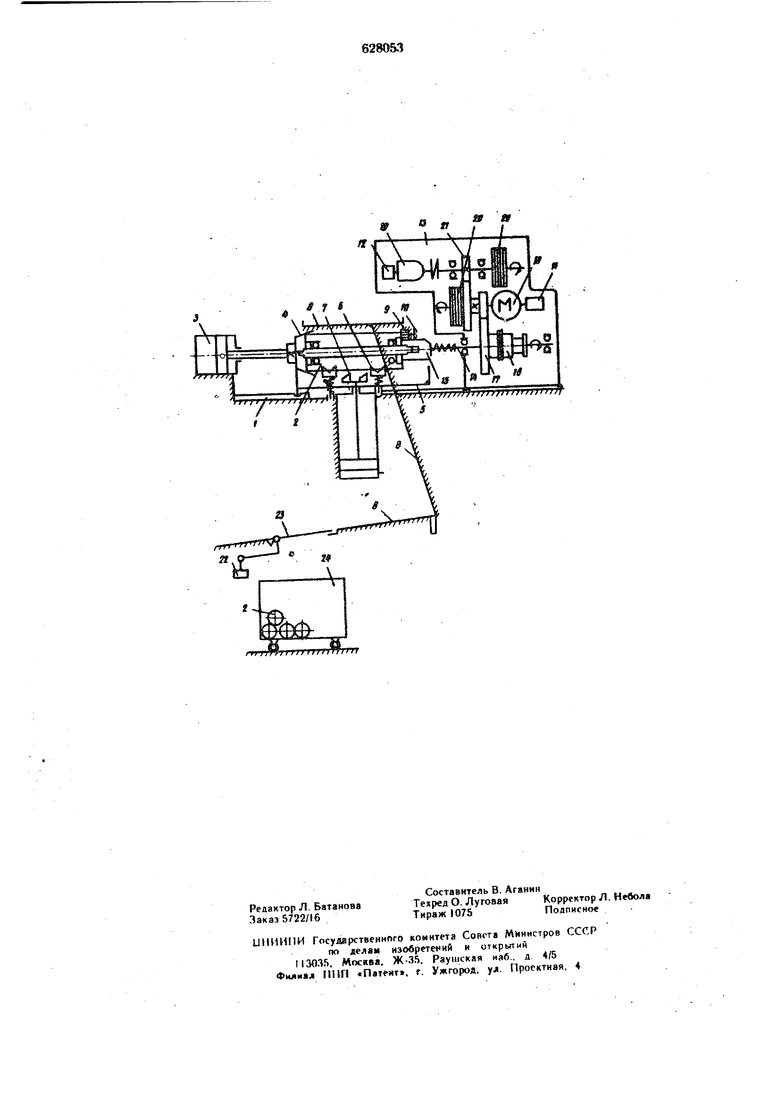
катки и контроля роликов ленточных конвейеров. Автомат состоит из станины I, на которой смонтирован соосно собираемому ролику 2 механизм зажима корпуса ролика в виде гидроцилнндра 3, на штоке кагорого установлен нажнмной конус 4 и толкатель 5. подпружиненные призмы 6; выталкиватель 7, наклонный лоток 8, упор 9, средства электрогндроавтоматики: конечный выключатель 10, реле 11 и 2 времени и привод вращения оси ролика и механизм контроля качества сборки 13. Последний содержит шпиндель t4 с подпружиненным поводковым патроном 15, фрикционную муфту 16 и шестерню 17, соединяющую шпиндель 14 с валом электродвигателя 18 и валом датчика 19 скорости. На валах привода расположены сборные маховики 20 и зубчатая передача 21, На наклонном лотке 8 автомата имеется откидная от электромагнита 22 заслонка 23 и-передвижная емкость 24 для бракованных роликов. Автомат работает следующим образом. После попадания ролика 2 на подпружиненные призмы 6, находящиеся на станине I, включается гидроцилиндр 3 механизма зажима, который нажимным конусом 4 прижимает корпус ролика к упору 9 и посредстйом конечного выключателя 10 включает электродвие втель 18 привода вращения оси ролика с механизмом контроля качества сборки 13 и реле И времени. Ось ролика 2 захватывается подпружиненным поводковым .патроном 15 и вращается шпинделем 14. Вращение шпинделю 14 передается от электродвигателя 18 через шестерню 17, сидящую на фрикционной муфте 16, предохраняющей электродвигатель в случае невращающейся оси ролика, и зубчатую передачу 21 на вал датчика 19 скорости. По истечении заданного для обкатки времени 11 реле 11 времени выключает злект. родвигатель 18 и включает реле 12 времени, связанное с датчиком 19 скорости, электрические контакты которого взаимодействуют с электромагиитом 22. После включения электродвигателя ротор электродвигателя 18 и маховики 20 продолжают враиЛаться вместе с осью ролика 2 по инерции, расходуя свою кинематическую энергию на преодоление мрмент я трения в опорах ролика. По истечении времени ti,.установленного для контроля вращения ролика, срабатывает реле 12 и следуют команды на отвод штока с нажимным конусом 4 гидроцилиндра 3 и извлечение ролика толкателем 5 из патрона 15. а затем на включение гилропнлиндра выталкивателя 7, подающего ролик на наклонный лоток 8. Мри этом с истечением времени t, если система «маховик-электропривод-ось ролика вращается, то датчик 19 скорскти, отмечающий этот факт своими коитактами, не включает электромагнит 22. А если система «маховик-электропривод-ось ролика не вращается, то датчик 19 скорости своими контактами включает электромагнит 22, который поднимает заслонку 23. В первом случае выкатившийся на наклонный лоток 8 годный ролик следует по технологическому потоку, а во втором случае попадает в емкость 24 для некачественно собранных роликов. Дополнительная установка маховиков 20 на валу датчика скорости позволяет изменять маховой момент с учетом передаточного отношения зубчатой передачи, кроме того маховики сборные, можно менять их инерционную массу, следовательно, можно широко изменять (задавать) время для контроля вращения роликов. Формула изобретения 1.Автомат для обкатки и контроля роликов ленточных конвейеров, содержащий станину с соосно размещенными на ней механизмом зажима роликов, имеющим нажимной конус, и приводом вращения оси ролика с поводковым патроном, механизмом контроля качества сборки, кинематически связаиным с приводом вращения оси ролика, наклонным лоткОм с откидной заслонкой и элементами управления, огличаюи кйся тем, что, с целью повышения производительности путем автоматизации процессов обкатки и {(онтроля качества сборки, механизм контроля качества сборки состоит из двух кинематически связанных валов с размещенными иа Hfix маховиками и связанного с одним из валов датчика скорости. 2.Автомат по п. 1, отличающийся тем, что, с целью расширения его технологических возможностей, маховики выполнены сборными. Источники информации, принятые во вииманне при экспертизе: 1.Авторское свидетельство СССР № 198765, кл. G 01 ш, 13/00. 2.Авторское свидетельство СССР №402492. КЛ. 3 65 О 39/00, 1970.
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2218260C2 |
| Установка для центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2621509C2 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Машина для подвивки крышек | 1989 |
|
SU1784381A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1990 |
|
SU1784479A1 |
| Гвоздильный автомат | 1980 |
|
SU917889A1 |