слой.вдоль всей линии раскроя, а затем разрезают закрисгаллизовавшийся оплааленный слой.
Металлическая сетка, применяемая для фильгрования, имеет плогную сгруктуру что позволяет произвести формирование монолитного оплавленного слоя, которое происходит аналогично образованию шва при проплавлении тонколистового ме галла на под1шадке. В этом случае сисгема сил поверхностного натяжения являет ся уравновешенной в горизонтальной плоокости. Сипы поверхностного натяжения ирепятствуют перемещению расплавленного металла на поверхность материала cei ки. Из-за наличия несплошности структуры сетки толщина монолитного слоя получается существенно меньше толщины исходного материала, что практически исключает возможность утолщения сетки за.счет наплывов при колебаниях ванны расплавленного металла под влиянием внешних возмущений.
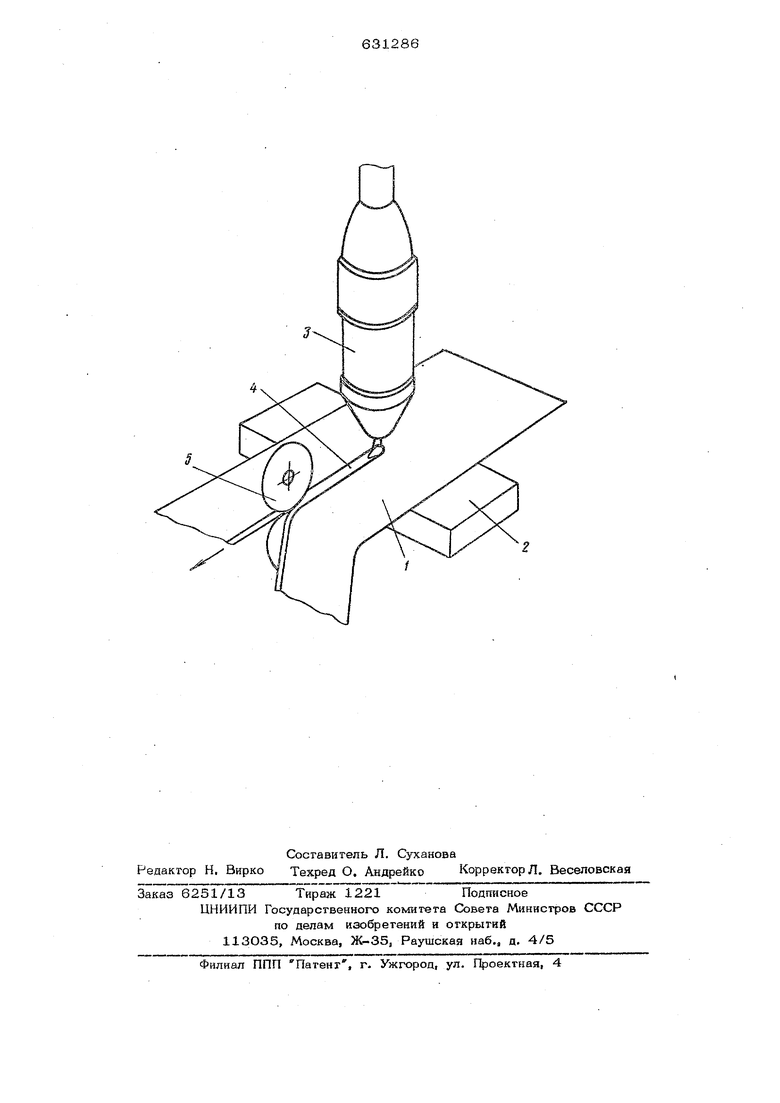
На ч-ертеже представлена схема, иллюстрирующая предложенный способ.
Разрезаемую металлическую сетку 1 перемещают по поверхности пластины 2 огносительно неподвижно установленного плазмотрона 3. Сплавление материала в монолитный слой 4 производится плазменной или плазменной струей, при этом г ластина 2 играет роль формирующей подкладки, предотвращающей образование прожогов. Закристаллизовавшийся монолитный СЛОЙ разрезают по центральной лини$ например, дисковыми ножницами 5..
Пример. Проводилась резка металлической фильтрующей сетки саржевого переплетения, изготовленной из никеля, Число проволок утка в сетке, приходящихся на 1 см, состс1вля ю 60О-7.20, их диаметр 0,О35 -i 0,003 мм. Число проволок основы, прихо;1Ящихся на 1 см, составляло 80. Их диаметр О,О52ЬО,ООЗмм
Лента разрезаемой сеткн перемеяшлась по поверхности массивной пластины, вы- . полнениой ИЗ латуни. Сплавление материала сетки в монолитный слой Производилос плазменной дугой, а разрезание закристал
лизовавщегося сплавленного слоя по центральной линии - дисковыми ножницами.
Способ резки металлических сеток был успешно опробован при скоростях резки 150 - 1ООО м час. При скорости резки 1ООО w/час параметры режима имели следующие значения: сила тока дуги 2О А, напряжение на дуге 24-25 В, расход плазмообразующего газа (аргона) 5 л/мин диаметр сопла плазмотрона 1,0 мм, раостояние от торца сопла до разрезаемой сетки 2 мм, расход защитного газа (аргона) - 1О л/мин. Стабильность процеоса не нарущалась при отклонении парамеч ров режима на 10% от указанных значений, при этом ширина оплавленного слоя сетки составляла 0, мм.
Использование предлагаемого способа резки металлических сеток обеспечивает по сравнению с существующим способом получение оплавленной кромки более высокого качества. В связи с этим становится возможным избежать появление брака в процессе последующей обработки вырезанных заготовок при производстве фильтров.
Формула изобретения
Способ резки металлических сеток с использованием плазменной дуги, отличающий ся тем, что, с целью повыщения качества резки путем исключения утолщения кромок реза и каплеобразования на них,, сначала плазменной дугой производят оплавление волокон сетки в монолитный слой вдоль всей линии раокроя, а затем разрезают закристаллизовавшийся оплавленный слой.
Источники информации, принятые во внимание при экспертизе:
1.Волосатов В, А. Механизация работ по раскрою листового материала,. Лениздат, 1953, с. , 13-17.
2.Фуга Г. П., Деркач Н. И. Ножницы
с немеханическим приводом. Машиностроитель, 1974, № 3, 41-43.
3.Патент Е5еликобритании, № 1345О3 КЛ.В ЗУМКИ В 23 К 9/ОО, В 2б 3/14 Н 05 b 7/00. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ТКАНОЙ ПРОВОЛОЧНОЙ СЕТКИ МАЛОАМПЕРНОЙ ПЛАЗМЕННОЙ ДУГОЙ | 2003 |
|
RU2245234C1 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| Способ гранулирования сварочного флюса | 2021 |
|
RU2769190C1 |
| Способ восстановления титанового анода | 1978 |
|
SU747682A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ | 1988 |
|
RU2009809C1 |
| Способ центробежной наплавки | 1989 |
|
SU1636151A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Способ плазменной наплавки | 1991 |
|
SU1797537A3 |