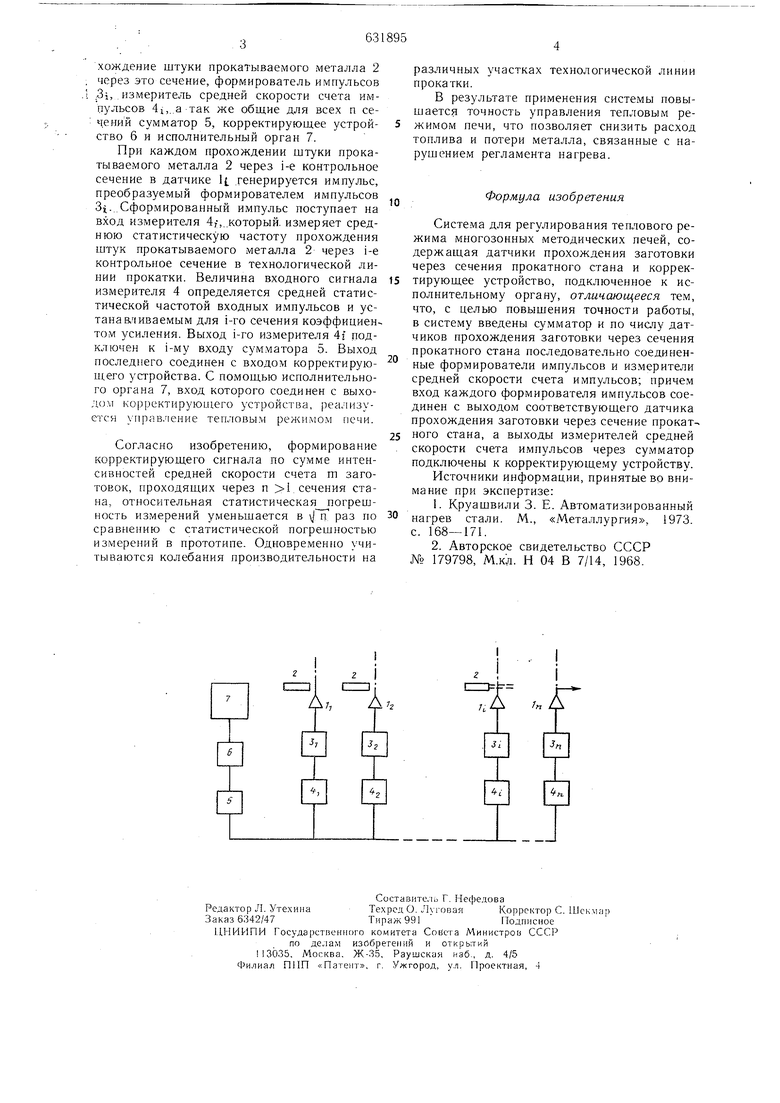
хождение штуки прокатываемого металла 2 через это сечение, формирователь импульсов ..3i, .измеритель средней скорости счета импульсов 41,..а так же общие для всех п се чений сумматор 5, корректирующее устройство 6 и исполнительный орган 7. При каждом прохождении щтуки прокатываемого металла 2 через i-e контрольное сечение в датчике Ij. .генерируется импульс, преобразуедмый формирователем импульсов 3i...Сформированный импульс поступает на вход измерителя 4;-,..который, измеряет среднюю статистическую частоту прохождения щтук прокатываемого металла 2 через i-e контрольное сечение в технологической линии прокатки. Величина входного сигнала измерителя 4 определяется средней статистической частотой входных импульсов и устана ативаемым для i-ro сечения коэффициентом усиления. Выход i-ro измерителя 4f подключен к i-му входу сум.матора 5. Выход последнего соединен с входом корректирующего устройства. С помощью исполнительного органа 7, вход которого соединен с выходом корректирующего устройства, реализуется управление тепловы.м режимом печи. Согласно изобретению, формирование корректирующего сигнала по сумме интенсивностей средней скорости счета m заготовок, проходящих через п 1. сечения стана, относительная статистическаягюгрещность измерений уменьшается в j п раз по сравнению с статистической погрешностью измерений в прототипе. Одновременно учитываются колебания производительности на различных участках технологической линии прокатки. В результате применения системы повыщается точность управления тепловым режимом печи, что позволяет снизить расход топлива и потери металла, связанные с нарущением регламента нагрева. Формула изобретения Система для регулирования теплового режима многозонных методических печей, содержащая датчики прохождения заготовки через сечения прокатного стана и корректирующее устройство, подключенное к исполнительному органу, отличающееся тем, что, с целью повышения точности работы, в систему введены сумматор и по числу датчиков прохождения заготовки через сечения прокатного стана последовательно соединенные формирователи импульсов и измерители средней скорости счета импульсов; причем вход каждого формирователя импульсов соединен с выходом соответствующего датчика прохождения заготовки через сечение прокатного стана, а выходы измерителей средней скорости счета импульсов через сумматор подключены к корректирующему устройству. Источники информации, принятые во внимание при экспертизе: 1.Круашвили 3. Е. Автоматизированный нагрев стали. М., «Металлургия, 1973. с. 168-171. 2.Авторское свидетельство СССР № 179798, М.кл. Н 04 В 7/14, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Устройство регулирования температуры подката для широкополосного стана горячей прокатки | 1987 |
|
SU1444003A1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Устройство управления темпом работы трубопрокатного стана | 1974 |
|
SU500838A1 |
| Способ управления ритмом работы прокатного агрегата | 1983 |
|
SU1088829A1 |
| Устройство для автоматического регулирования толщины полосы при прокатке | 1988 |
|
SU1516158A1 |
