I
Изобретение относится к инструментам для финишной обработки деталей и может быть использовано в машиностроении, в особенности при обработке точных и глубоких отверстий в деталях.
Известен однопроходный хон, содержащий корпус, 8 пазах которого установлены колодки с хонинговальными брусками с возможностью перемещения по коническим опорным поверхностям хвостовика 1.
Существенным недостатком известного инструмента является низкая технологичность. Продольные пазы однопроходной хонинговальной головки выполняются под углом к образующей наружной поверхности хвостовика, при этом посадочные поверхности необхо-. димо притирать, чтобы обеспечить требуемую точность посадки и достаточную жесткость инструмента. Трудоемкость операции притирки, как известно, является очень высокой, при
тирка посадочных поверхностей в паг зах хвостовика еще более затрудняет и удорожает процесс обработки.
Цель изобретения - повышение технологичности конструкции.
Указанная цель достигается тем, что хон снабжен дополнительным опорным элементом с коническими опорными поверхностями, а опорные поверхности колодок выполнены с двойной конусностью, при этом дополнительный опорный элемент установлен с возможностью осевого перемещения относительно жестко закрепленного в корпусе хвостовика, а опорные поверхности дополнительного элемента и хвостовика выполнены с обратной конусностью и ответными опорным поверхностям колодок.
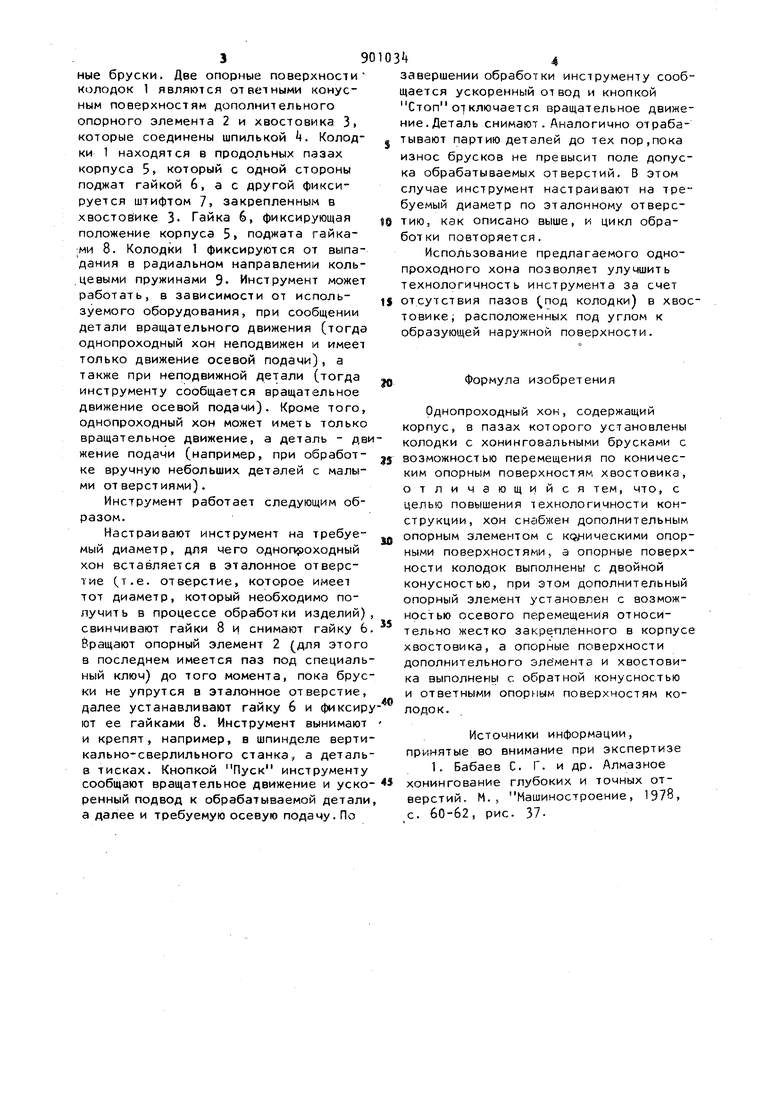
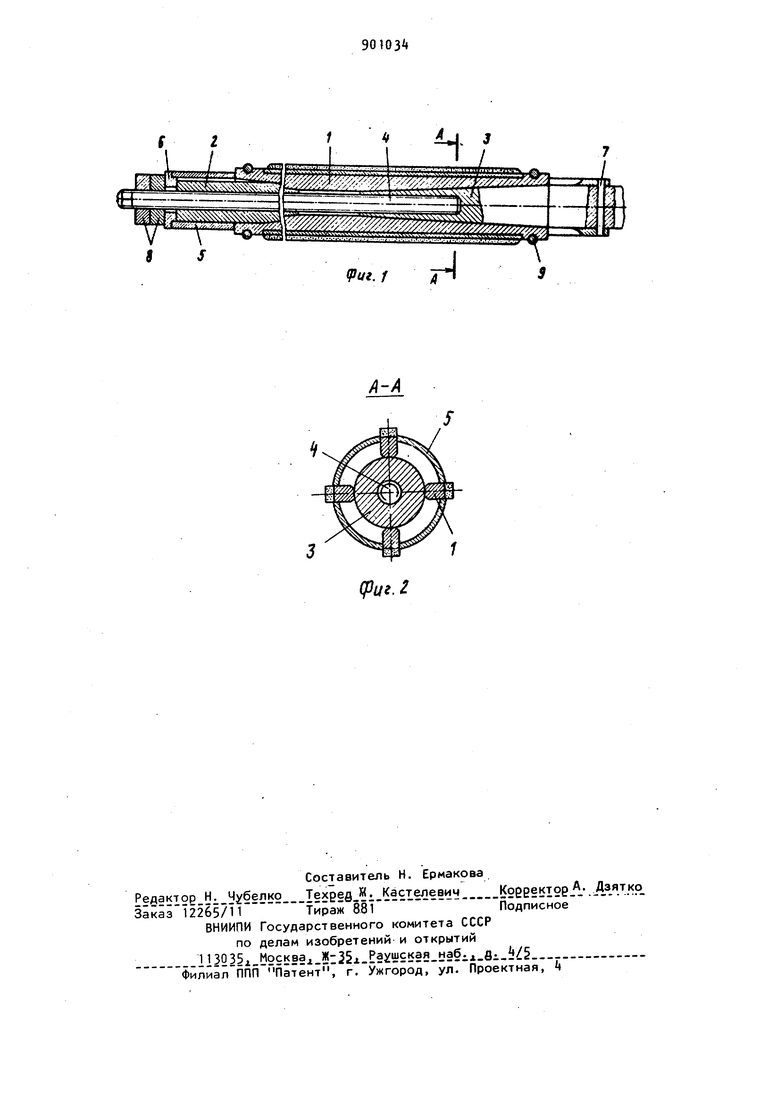
На фиг. 1 показан однопроходный хон, продольный разрез; на фиг. 2 разрез А-А на фиг. 1.
Инструмент состоит из колодок 1, на которых закреплены хонинговальные бруски. Две опорные поверхности колодок 1 являются ответными конусным поверхностям дополнительного опорного элемента 2 и хвостовика 3 которые соединены шпилькой k. Колодки 1 находятся в продольных пазах корпуса 5 который с одной стороны поджат гайкой 6, а с другой фиксируется штифтом 7, закрепленным в хвостовике 3- Гайка 6, фиксирующая положение корпуса 5 поджата гайка:ми 8. Колодки 1 фиксируются от выпадания в радиальном направлении кольцевыми пружинами 9- Инструмент может работать, в зависимости от используемого оборудования, при сообщении детали вращательного движения (тогда однопроходный хон неподвижен и имеет только движение осевой подачи), а также при неподвижной детали (тогда инструменту сообщается вращательное движение осевой подачи). Кроме того, однопроходный хон может иметь только вращательное движение, а деталь - дви жение подачи (например, при обработке вручную небольших деталей с малыми отверстиями). Инструмент работает следующим образом. Настраивают инструмент на требуемый диаметр, для чего однопроходный хон вставляется в эталонное отверстие (.т.е. отверстие, которое имеет тот диаметр, который необходимо получить в процессе обработки изделий) свинчивают гайки 8 и снимают гайку 6 Вращают опорный элемент 2 (для этого в последнем имеется паз под специальный ключ) до того момента, пока бруски не упрутся в эталонное отверстие, далее устанавливают гайку 6 и фиксиру ют ее гайками В. Инструмент вынимают и крепят, например, в шпинделе верти кально-сверлильного станка, а деталь 3 тисках. Кнопкой Пуск инструменту сообщают вращательное движение и уско ренный подвод к обрабатываемой детали а далее и требуемую осевую подачу. По авершении обработки инструменту сообается ускоренный отвод и кнопкой Стоп отключается вращательное движение. Деталь снимают. Аналогично отрабатывают партию деталей до тех пор,пока износ брусков не превысит поле допуска обрабатываемых отверстий. В этом случае инструмент настраивают на требуемый диаметр по эталонному отверстию, как описано выше, и цикл обработки повторяется. Использование предлагаемого однопроходного хона позволяет улучшить технологичность инструмента за счет отсутствия пазов (под колодки) в хвостовике; расположенных под углом к образующей наружной поверхности. Формула изобретения Однопроходный хон, содержащий корпус, в пазах которого установлены колодки с хонинговальными 6pycKaMV-i с возможностью перемещения по коническим опорным поверхностям хвостовика, отличающийся тем, что, с целью повышения технологичности конструкции, хон снабжен дополнительным опорным элементом с ко чическими опорными поверхностями, а опорные поверхности колодок выполнены с двойной конусностью, при этом дополнительный опорный элемент установлен с возможностью осевого перемещения относительно жестко закрепленного в корпусе хвостовика, а опорные поверхности дополнительного элемента и хвостовика выполнень с обратной конусностью и ответными опорным поверхностям колодо к. Источники информации, принятые во внимание при экспертизе 1. Бабаев С. Г. и др. Алмазное хонингование глубоких и точных от верстий. М. , Машиностроение, 1978, с. 60-62, рис. 37., rl
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| Многорядная хонинговальная головка | 1984 |
|
SU1220757A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА УНИВЕРСАЛЬНАЯ | 2018 |
|
RU2744127C2 |
| Многорядная хонинговальная головка | 1987 |
|
SU1512757A1 |
| Способ притирки цилиндрических отверстий | 1989 |
|
SU1773700A1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
(риг. 2
