I
№обретение относится к обработке металлов давлением и может быть использовано при производстве полых изделий поперечной прокаткой.
Известен способ получения полых профильных изделий, при котором в полую загсгговку вводят оправку, затем прокатывают заготовку в клиновых калибрах, перемещая очаг дефорMauw от центральной зоны заготовки к ее торцам вдоль оси {1.
Недостатком известного способа является невозможность получения тонкостенных изделий, обусловленная потерей устойчивости тонкостенной заготовки при прокатке.
Для расширения технологических возможностей за счет повьЕшения устойчивости тонкостенных заготовок используют оправку, состоящую из двух разъемных поперек оси частей, а в процессе прокатки части оправки перемещают от центральной зоны заготовки к ее торцам со скоростью, равной скорости перемещения очага деформации.
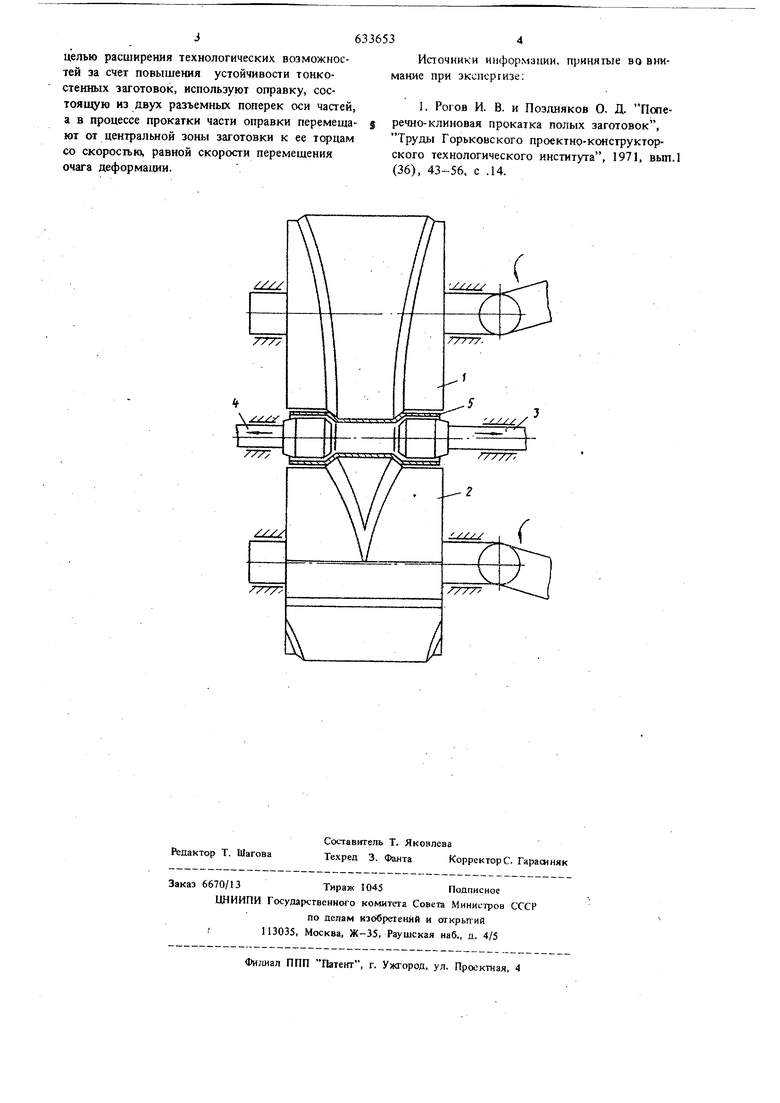
На чертеже дана принципиальная схема осуществления предлагаемого способа.
Обжатие заготовки производят двумя валками 1 и 2 с клиновыми ка;шбрами, между которыми устанавливаются части оправки 3 и 4 с прокатываемой заготовкой 5.
Перед началом прокатки части оправки 5 смыкаются по торцам, а по мере вращения валков и внедрения клиньев в металл заготовки, оправки разводятся в противоположных направлениях синхронно с расширением клиновых калибров.
oВ настоящее время данный способ опробован экспериментально при щэокатке полых периодических труб диаметром 60-10 мм с толщиной стенки 6-15 мм из углерош1стых и легированных марок сталей.
5Народнохозяйственный эффект от внедрения
способа прокатки лолых валов электродвигателей составит свыще 1 млн. руб.
Формула изобретения Способ получения полых профильных издеянй, при котором в полую заготовку EBO/WT оправку, затем прокатывают заготовку в клиновых калибрах, перемещая очаг деффмации от центральной зоны заготовки к ее торцам вдоль оси, отличающийся тем, что, с целью расширения технологических возможностей за счет повышения устойчивости тонкостенных заготовок, используют оправку, состоящую из двух разъемных поперек оси частей, а в процессе прокатки части оправки перемещают от центральной зоны заготовки к ее торцам со скоростью, равной скорости перемещения очага деформации. 6 34 Источники информации, принятые во внимание при экспсргизе: 1. Рогов и. В. и Поздняков О. Д. Поперечно-клиновая прокатка полых заготовок, Труды Горьковского проектно-конструкторского технологического института, 1971, вьт.1 (36), 43-56, с .14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ пилигримовой прокатки труб | 1989 |
|
SU1720766A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| Способ поперечно-винтовой прокатки полых профильных заготовок | 1979 |
|
SU776728A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |
| Устройство для поперечной прокатки | 1986 |
|
SU1488082A1 |
