Изобретение относится к сварке, в частности к изготовлению сварных рамных конструкций, и может быть использовано в различных отраслях машиностроения, судостроения и других.
Цель изобретения - повышение точности изготовления конструкции в виде кривого бруса с расположенными вдоль него поперечными швами, центры тяжести которых смещены относительно нейтральной оси сечения бруса.
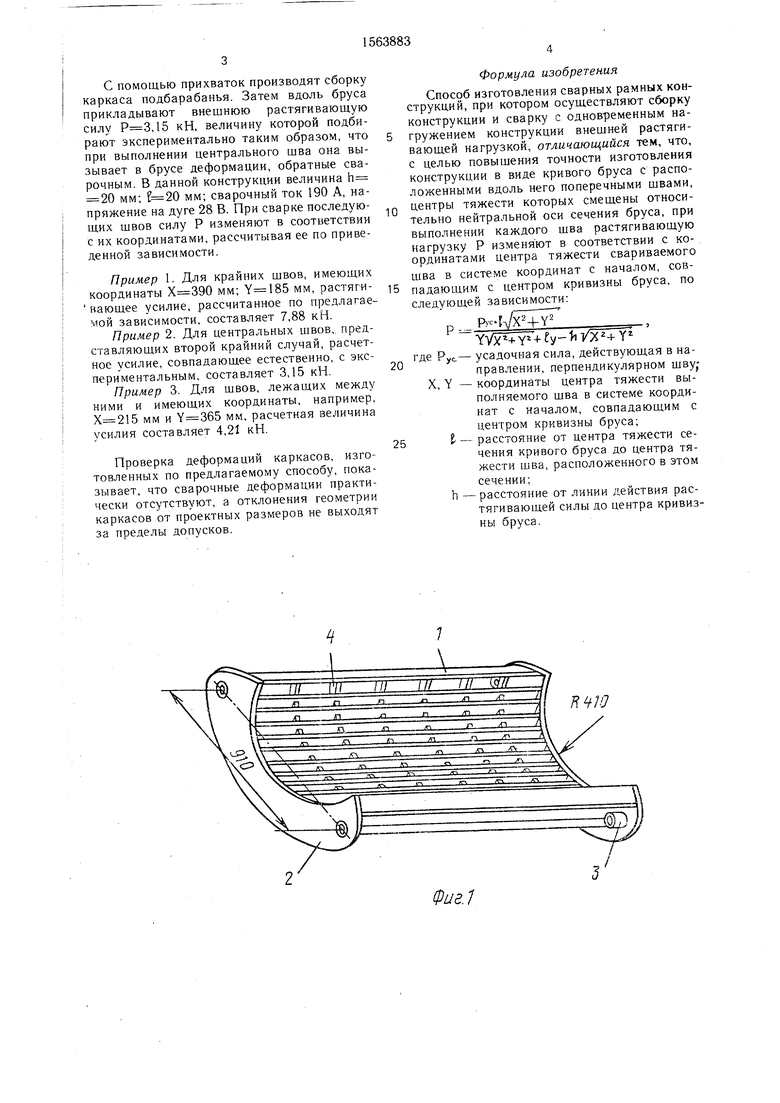
На фиг. 1 схематически представлен каркас подбарабанья комбайна «Дон-1500, общий вид; на фиг. 2 - схема расположения сварных швов на кривом брусе с указанием величин, позволяющих рассчитать активную растягивающую силу Р в зависимости от координат выполняемого шва X и Y, отсчитанных от центра кривизны бруса.
Каркас подбарабанья состоит из семнадцати планок 1 (фиг. 1), расположенных между двух кривых брусьев 2 с приваренными к ним втулками 3 для подвески подбарабанья в молотилке. В прорези планок пропущены пять дуг 4, придающих каркасу дополнительную жесткость. Условия равенства деформаций укорочения в зоне шва от усадочной силы Р и деформации удлинения от внешней силы Р соблюдается при равенстве изгибающих моментов от этих сил в сечении бруса, где расположен рассматриваемый шов, т.е. Рус- .
Рассмотрев подобные треугольники CAB и ОСД (фиг. 2), найдем Н - плечо приложения активной силы Р, выраженное через координаты центра тяжести сварного шва, с учетом эксцентриситета е приложения усадочной силы и расстояния h от центра кривизны бруса до линии действия активной силы„
н .
ИХг+Уг
Из указанного равенства изгибающих моментов находим величину активной силы Р, необходимой для полной компенсации сварочных деформаций в рассматриваемом шве
сп
оэ со оо
00
оо
VTvfT-i- Ey- k 1/5(4-Y2-.
С помощью прихваток производят сборку каркаса подбарабанья. Затем вдоль бруса прикладывают внешнюю растягивающую силу ,15 кН, величину которой подбирают экспериментально таким образом, что при выполнении центрального шва она вызывает в брусе деформации, обратные сварочным. В данной конструкции величина h 20 мм; мм; сварочный ток 190 А, напряжение на дуге 28 В. При сварке последующих швов силу Р изменяют в соответствии с их координатами, рассчитывая ее по приведенной зависимости.
Пример 1. Для крайних швов, имеющих координаты мм; мм, растяги- 1 вающее усилие, рассчитанное по предлагаемой зависимости, составляет 7,88 кН.
Пример 2. Для центральных швов, представляющих второй крайний случай, расчетное усилие, совпадающее естественно, с экспериментальным, составляет 3,15 кН.
Пример 3. Для швов, лежащих между ними и имеющих координаты, например, мм и мм, расчетная величина усилия составляет 4,21 кН.
Проверка деформаций каркасов, изготовленных по предлагаемому способу, показывает, что сварочные деформации практически отсутствуют, а отклонения геометрии каркасов от проектных размеров не выходят за пределы допусков.
Формула изобретения
Способ изготовления сварных рамных конструкций, при котором осуществляют сборку конструкции и сварку с одновременным нагружением конструкции внешней растягивающей нагрузкой, отличающийся тем, что, с целью повышения точности изготовления конструкции в виде кривого бруса с расположенными вдоль него поперечными швами,
центры тяжести которых смещены относительно нейтральной оси сечения бруса, при выполнении каждого шва растягивающую нагрузку Р изменяют в соответствии с координатами центра тяжести свариваемого шва в системе координат с началом, совпадающим с центром кривизны бруса, по следующей зависимости:
0
Р
где Рус- X, Y -
P -K/X2+Y2
5
у- 1i усадочная сила, действующая в направлении, перпендикулярном шву- координаты центра тяжести выполняемого шва в системе координат с началом, совпадающим с центром кривизны бруса; расстояние от центра тяжести сечения кривого бруса до центра тяжести шва, расположенного в этом сечении:
расстояние от линии действия растягивающей силы до центра кривизны бруса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходной сварки | 1976 |
|
SU740429A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1107998A1 |
| Способ сварки рамных металлоконструкций и устройство для его осуществления | 1986 |
|
SU1377174A1 |
| Способ дуговой сварки | 1988 |
|
SU1698020A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ СВАРНОГО ШВА | 2013 |
|
RU2550979C2 |
| СПОСОБ СВАРКИ ВНАХЛЕСТ, НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ НАХЛЕСТОЧНОГО СОЕДИНЕНИЯ И ДЕТАЛЬ АВТОМОБИЛЯ | 2015 |
|
RU2653742C2 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| Способ уменьшения сварочных напряжений и деформаций | 1990 |
|
SU1698021A1 |
| Способ вварки элемента в конструкцию | 1980 |
|
SU925594A1 |
| Способ определения формы эталона поверхности сварного шва | 2018 |
|
RU2709177C1 |
Изобретение относится к сварке, в частности к изготовлению сварных рамных конструкций, и может быть использовано, например, в судостроении. Цель изобретения - повышение точности изготовления конструкции в виде криволинейного бруса с расположенными вдоль него поперечными швами, центры тяжести которых смещены относительно центральной оси сечения бруса. После сборки конструкции на прихватках ведут сварку с одновременным приложением растягивающей нагрузки. Нагрузку изменяют в соответствии с координатами центра тяжести свариваемого шва в системе координат с началом, совпадающим с центром кривизны бруса. За счет уменьшения остаточных сварочных деформаций после сварки получают конструкции с отклонениями от заданной геометрии, не выходящими за пределы допуска. 2 ил.
Ж
777 /// /// W/
TWO
Фиг.1
Фиг. 2
| СПОСОБ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЙ ПРИ СВАРКЕ | 0 |
|
SU184376A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
