Изобретение отгюсится к ста.и-проволо- но-канатп( производству: точнее к изготовлемию пласт :ческ ; обжатых витых проволочных изделий (каиат1., пряди, кабели и т. д.).
Известен criocoo изготовления витых проволочных изделий, Г)ключаю ций свивк и обжатiie гроволок ij. По этому способу прядь, свйтаи ii3 проволок на 11ряде }ьющен машине, подается в обж 1мной инструмент, 1де обжимается. Для пре.тотврашения расслоен.ня пряди перед обжимным инстру.ментом ее под руч -;вают к создают в ней противонатяжение.
Недостатком этого способа является повь П С1П ый износ обжимного инструмснта. Поньиненяый износ обжимного иг струмента при п ;астическом об/катип витых проволочных издслнн связан с тем. что их наружная HOBCpxiiviCTb является дискретной с чередуюншмися Е;ыступами и впадинами, образованнЬМИ проволоками наружного слоя. Протягивание такого изд.елня через глбжимной икстру 1е гг приводит к циклическому нагружепнк ксяпактиой поверхности инструмента и, СОО7 ветсгвенгО, к noiiijiLneHHOMy износу егО пабочего участка.
1;е.1Ь}о изооретения является шзраоотка способа n.iacг ческого об/катия проволочных гп)я.лсп без 1.клпческ(;го нагружения контактной поверхности обж1 много гитструмента.
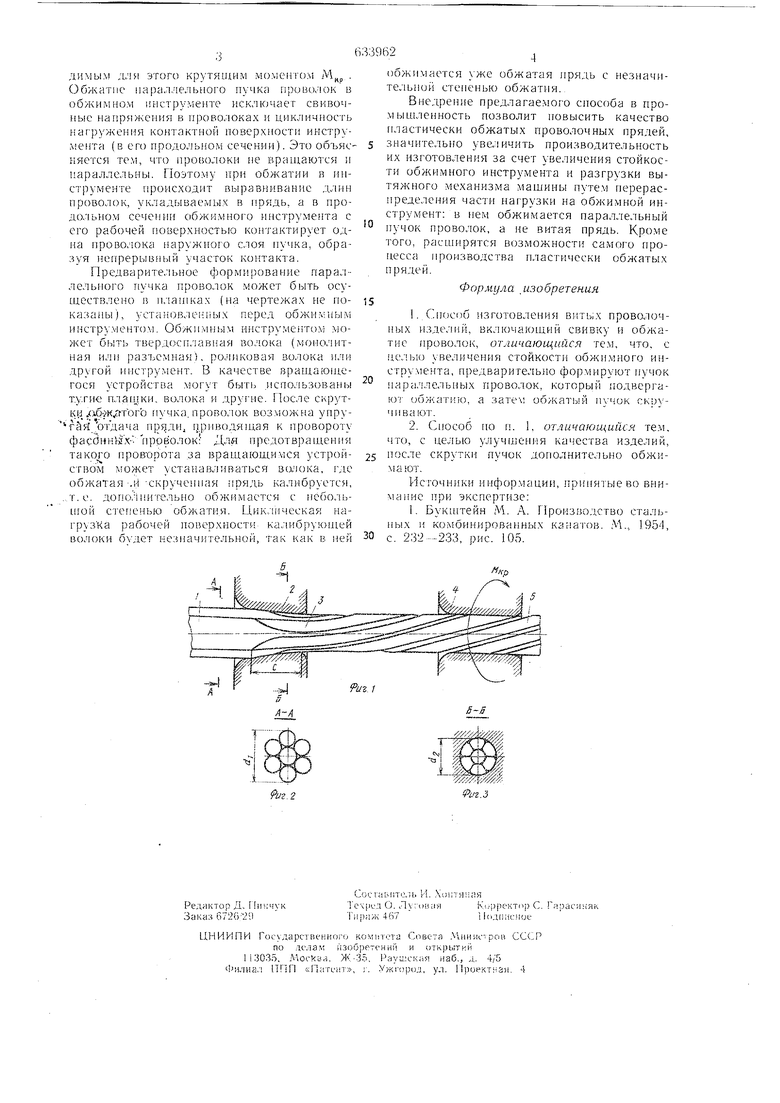
Это ..ост;чгаетсяТе., что предварительно (hopMJipyiOT пучок параллельных проволок, KOTOpiiiii подвергают обжатию, а затем обжатый 1;уч()к скручивают. Д, у, учи1снкя качества поверхности изделия посче скруткг л , допо.тннтельно обжать. НУ фиг. 1 показана схема осуществления способа; на фиг. 2 - разрез А--А на фиг. 1; на фиг. 3--- разрез Б-Б на фи|-. .
Фор ироБа ие парал,чельного пучка iii)OBO. происходит в неподвижном обжимiiOM и стр менте 2, причем рово,аок11 пода;о ся п инстр мент с неподвижных Ka;yij.ieK на чертежах не показаны). Здесь с рормпрова;1нын нучок проволок с нарх жнь1М диаметром di об/К1;маетея до диаметра (iv. iaTCNi зтот обжатый паралле,1ьный 3 1 роволок екручивается мри noNiouui врапипошегося хстроиства -1 в прядь 5. Скручивание оизвод1 тся на участке между обжил)ныл инструлентом 2 и стройством 4, которое пр 1нуднте,1ьно вра1пается с необхо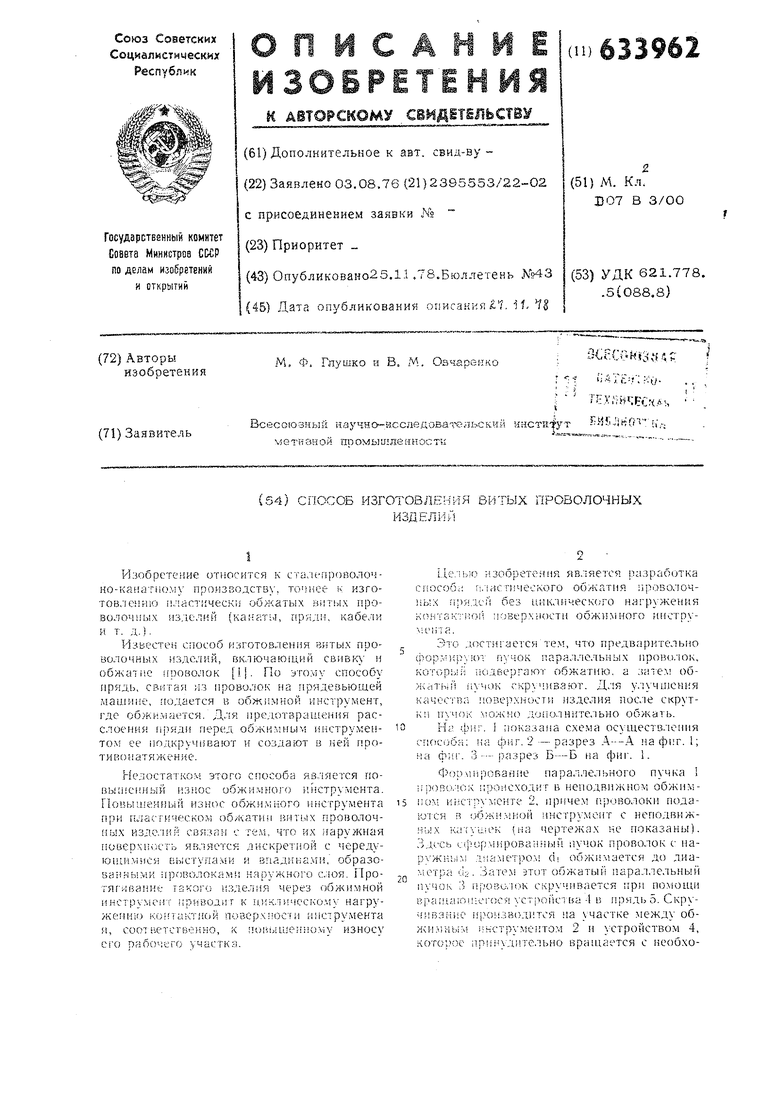
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства длинномерных витых изделий | 1990 |
|
SU1719502A1 |
| Способ пластического обжатия витых проволочных изделий | 1976 |
|
SU614143A1 |
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| Способ изготовления витых проволочных изделий | 1976 |
|
SU650381A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| Технологический инструмент для волочения витых проволочных изделий | 1988 |
|
SU1565927A1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| Способ изготовления витых проволочных изделий | 1970 |
|
SU323980A1 |
| Способ изготовления пластически обжатых проволочных спиральных канатов | 1971 |
|
SU372924A1 |
