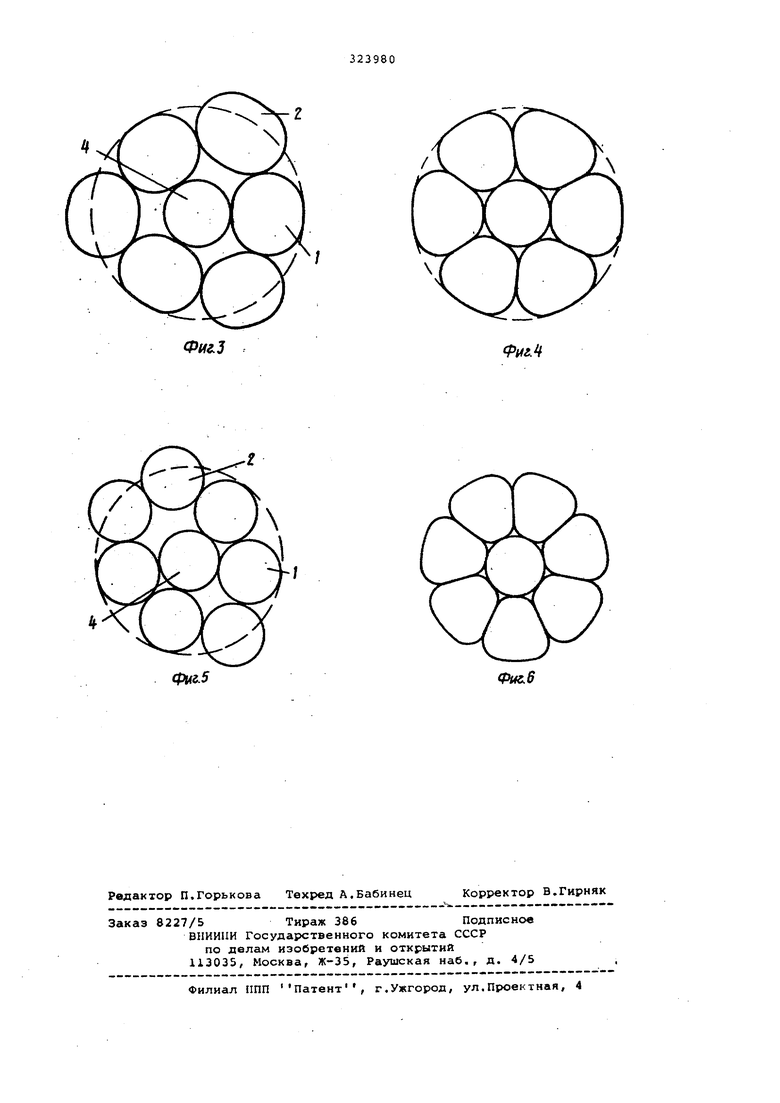
Изобретение относится к канатному И кабельному производству и касается в частности, способа изготовления .0итьгх проволочных изделий, по которо му проволоки свивают в прядь и обжимают ее до получения заданного конту ра изделия, осуществляя деформацию и уплотнение наружных проволок пряди Этот способ требует значительных усилий, необходшАлх для изменения фор мы наружных проволок. Цель изобретения - снижение необходимого усилия деформации. Для &ТОГО при свивке пряди часть наружных проволок располагают внутри заданного контура изделия и в зазора между ними - другую часть наружныхпроволок так f что они выступают за заданный контур изделия. При обжатии воздействуют только.на выступающие проволоки и внеАряют их между наружными проволоками, входящими в контур изделия. На фиг, 1 представлена схема внед рения выступающих проволок в контур изделия на фиг. 2 - часть внешнего контура готового изделия; на фиг.З поперечное сечеиие набора проволок в заготовке для изготовления паотной круглой пряди типа 1+6 из семи прово лок на фиг, 4 - поперечное сечение готовой плотиой пряди типа 1+6; на фиг. 5 - поперечное сечение набора проволок в заготовке для изготовления плотиой круглой пряди 1+7 из восьми проволок; на фиг. 6 - попереч ное сечение готовой плотной пряди Типа 1+7. На фиг. 1 показана часть набора проволок внешнего слоя в свиваемой пряди. Пунктиром показан заданный контур изделия. При свивке пряди часть проволок 1 наружного слоя рас.полагают внутри заданного контура из щелия, а в эаэррах между ними - другую часть проволок 2 и 3 наружного контура TeiK, что они выступают за заданный контур изделия. При формировании готового изделия обжимным инструментом воздействуют на вы тупающие проволоки, вдгшливая их давлением Р (показано стрелкой) между проволоками 1. Давление на проволоки передается по площадкам, наклоненным к направтй нию действия внешнего давления Р под углом oL , что создает известиый клиновый эффект при передаче сил. По условиям равновесия выступакщих проволок расклиниваюцее давление Выбирая определенным расположением выступающих проволок углы расклинивания od малыми, можно получить большие расклинивающие, давления 3 . Благодаря этому создаются условия для более легкого внедрения выступающих проволок в контур изделия, в результате чего оии деформ1{ уются, снимая соседние проволоки 1 и преобретают в готовом изделии фасонные профили, примерные очертания которых показаны на фиг. 2. При изготовлении предложенным способом пряди типа 1+6, в которой одна центральная проволока покрывается из шести проволок, нет необходимости в увеличении диаметра центральной проволоки (что делают в известном способе) . Наоборот, отсутствие возможности уложить все проволоки покрытия на центральную проволоку используется для создания расклинивания. Для этого часть проволок 1 плотно укладывают вокруг центральной проволоки 4 внутри заданного контура изделия (по|(азаи пунктиром) , остальные проволоки 2 укладывают ыатклу ними так, что они выступают за пределы контура. Описываемым способом можно получить и другие типы прядей, некоторые из них представлеиы иа Фиг. 5, 6.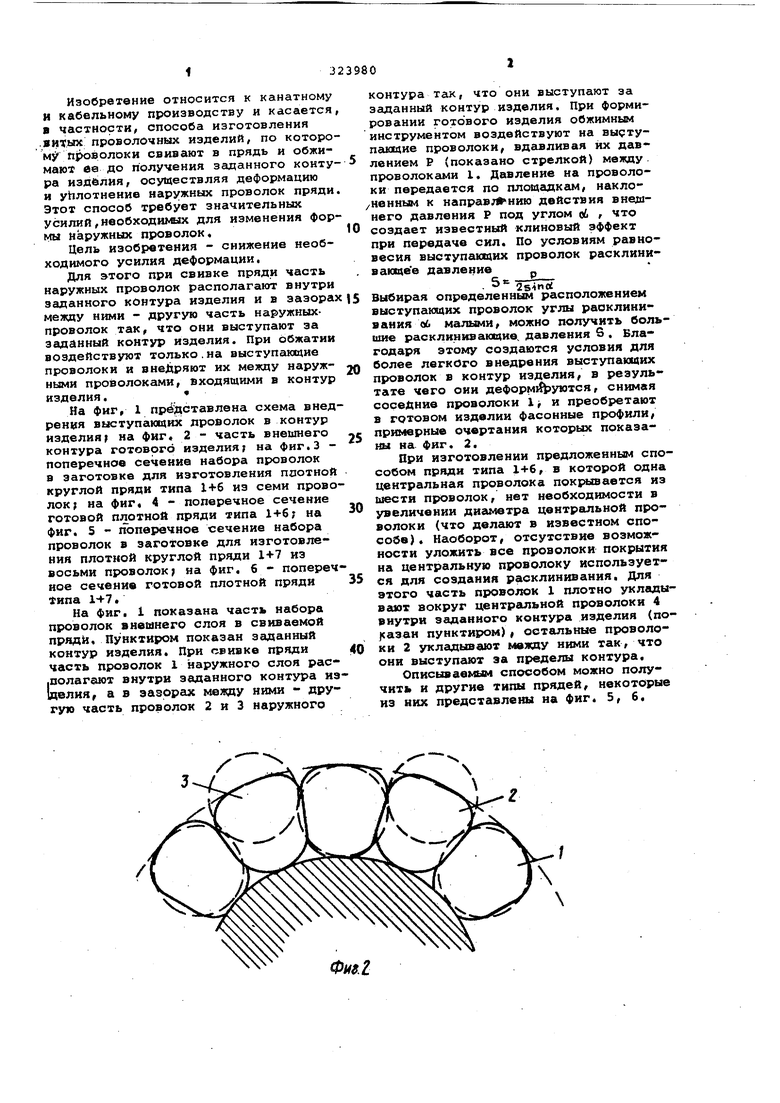
| название | год | авторы | номер документа |
|---|---|---|---|
| Волока для волочения витых проволочных изделий | 1980 |
|
SU865469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| Способ изготовления витых проволочных изделий | 1976 |
|
SU650381A1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| Способ изготовления фасонно-прядного каната | 1982 |
|
SU1027307A1 |
| Способ изготовления пластически обжатых проволочных спиральных канатов | 1974 |
|
SU499365A2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ, преимущественно канатов, по которому проволоки свивают в прядь и обжимают ее до получения заданного контура изде.лия.осуществляя деформацию и уплотнение наружных проволок, отличающийся тем, что, с целью уменьшения усилия деформации, при свивке пряди часть наружных проволок располагают внутри заданного контура изделия и в зазорах между ними помещают другую часть наружных проволок так, что они выступают за згщанный контур изделия, а при обжатии воздействуют на выступакхцие проволоки, осуществляя их внедрение межцу наружными проволоками, входящими в контур изделия.(Лfc>&*feЪоСО 00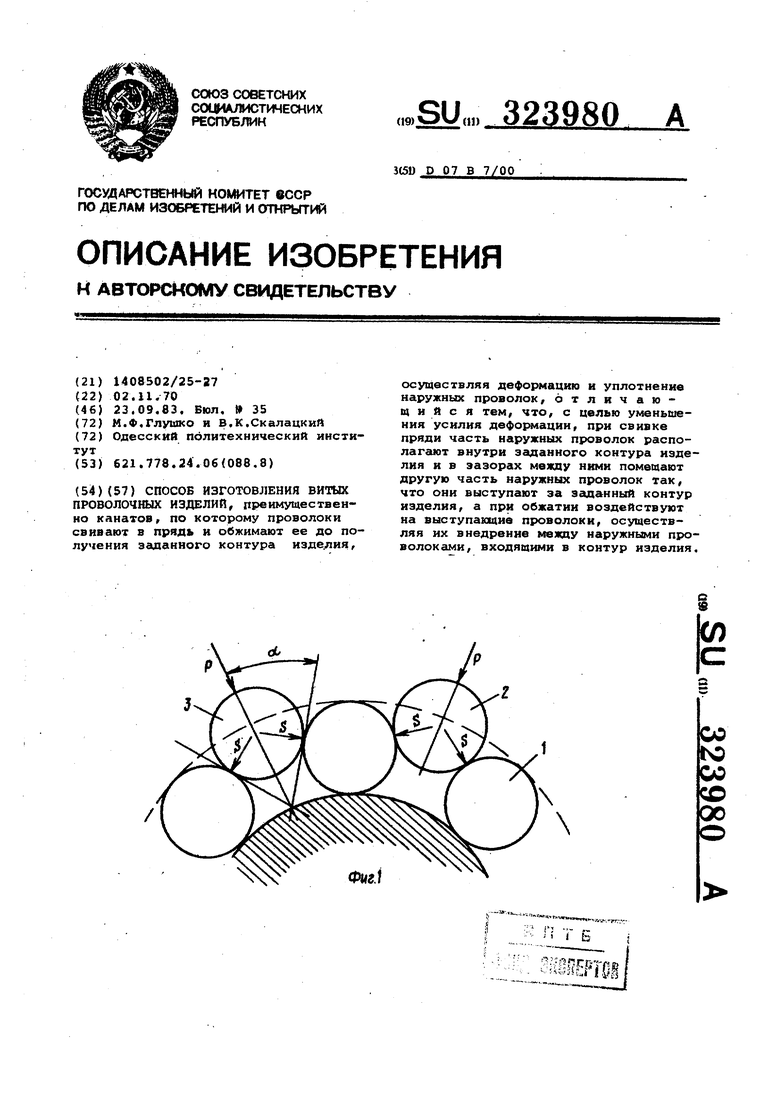
Фиг.3
ffni.4
