1
Изобретение относится к области литейпого производства, в частности к регулированию процесса охлаждения отливок, и может быть использовано при принудительном охлаждении отливок после затвердевания.
Управление процессом охлаждения после затвердевания является общепризнанным способом улучшения качества отливок, так как характер этого процесса во многом определяет эксплуатационные свойства отливок. Кроме того, принудительное охлаждение способствует сокращению технологического цикла, ускоряет оборачиваемость оснастки и способствует рациональному использованию нроизводственных площадей. Принудительное охлаждение отливок путем увлажнепия формовочной смеси в литейиой форме осуществляют подачей охлаждающего агента к поверхности раздела форма-отливка после образования закристаллизовавшейся корки металла.
Известна литейная форма, в которой выполнена полость для заполнения жидким металлом и установлены трубы с отверстиями, подсоединенные к системе иодачи коды. Струи воды направляют в сторону отливки. Воду и воздух подают под давлеН)ем 1.
2
Недостаток известной литейной формы, обеспечиваюидей прннудительиое увлажнение формовочной смеси, заключается в том, что невозможно строго локализовать участок промачивания формы, так как вследствие значительного давления воды, подаваемой в форму, она распространяется но всем направлениям и особенно в зазоры, образующиеся между формой и отливкой, подводящей трубой и формой. Кроме того, вода может )ie пойги к отливке, так как наиболее уилотиеиные слои формовочной смеси расноложеиы у новерхиостн отливки. Вследствие этого довольно трудно ,нравлять режимом охлаждения. Имеет гакже место значительный расход воды и иарообразование, что затрудняет отвод паров.
С целью повышения эффективности охлаждения и качества отливок в форме со стороны рабочей полости выполнены доиолннтельные полости, расположенные под участками рабочей полости, оформляющими теиловые узлы отливки, которые отделены от рабочей полости, заполняемой жидким металлом, слоем формовочиого материала. Остальиые стенки дополнительной полости вынолнены из .материала, исключающего просачивание воды. Дополн11тельпые полости связаны с системой подачи охлаладающего агента и вентиляционным отверстием и заполнены пористым матершлом, например коксом.
Предлагаемая литейная форма позво,1яет повысить эффективность охлаждения отливки, так как обеспечивается в первую очередь охлаждение тепловых узлов, в наибольшей степени утепляющих отливку. Интепсивность охлаждения увеличивается и за счет того, что полость, заполненную водой, и отливку разделяет слой формовочиого материала минимальной толщины, а просачивание воды из полости в остальную часть формы или стержни и через них к другим участкам отливки исключается.
Обеспечение локального охлаждения позволяет получить необходимую структуру металла, снизить остаточные напрял :ення в отливке. Все это способствует повышению качества отливок, получаемых в предложенной литейиой форме.
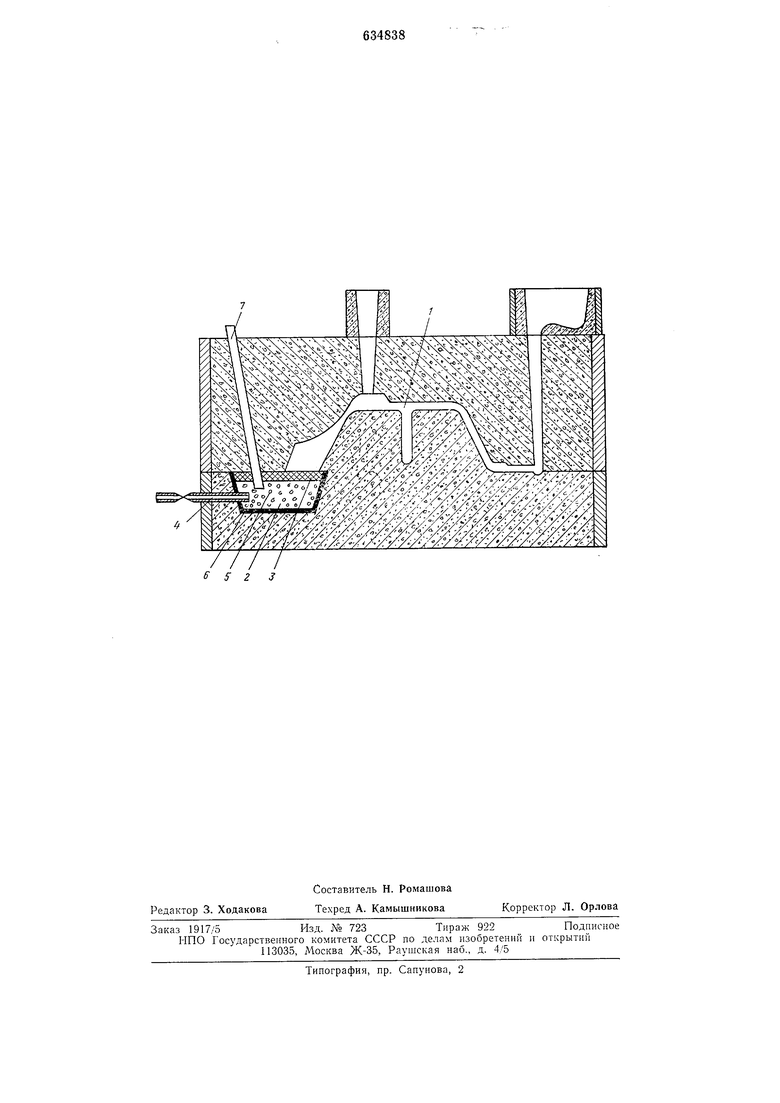
На чертеже изображена описываемая литейная форма в разрезе.
В литейиой форме выполнена нолость 1 для заполнения жидким металлом, имеющая конфигурацию отливки, и дополнительная полость 2, отделенная от полости 1 слоем 3 формовочной смеси. Дополнительная полость 2 связана с системой 4 подачи воды, являющейся одновременно и вентиляционным отверстием. Дополнительная нолость 2 может быть заполнена пористым материалом 5, нанример коксом. Для исключения просачивания воды донолнительиая полость 2 облицована изоляционным материалом 6, например металлическим листом.
Литейная форма может быть изготовлена любым известным способом. Полость 2 от полости 1, нанример, при индивидуальном производстве отделяют слоем облицовочной формовочной смеси неносредственно после выемки модели, а при серийном или массовом ироизводстве - стержнемперегородкой.
Подготовленная к заливке литейная форма подсоединяется к системе 4 подачи воды. После заливки металла в нолость I и затвердевания в полость 2 подают воду, которая, просачиваясь через слой 3, поступает к поверхности затвердевшего металла
и охлаждает его. Образующийся иар удаляется через вентиляционное отверстие 7.
Предложенная литейная форма по сравнению с известными позволяет повысить эффективиость охлаждения отливок и их
качество.
Формула изобретения
1. Литейная форма для получения отливок, содержащая рабочую полость, вентиляционные отверстия и систему подачи охлаждающего агента, отличающаяся тем, что, с целью повышения эффективности охлаждения и качества отливок, в ней
со стороны рабочей полости выполнены дополнительные полости, расположенные под участками рабочей полости, оформляющими тепловые узлы отливки, и связанные с системой подачи охлаждающего агента и
вентиляционными отверстиями, причем новерхность донолнительиых иолостей облицована водонепроницаемым материалом, а рабочая и доиолнительная полости разделены водоироницаемой перегородкой.
2. Форма по п. 1 отличающаяся тем, что, с целью повышения ирочности формы, дополнительная иолость заиолнена пористым материалом.
Источники информации,
принятые во внимание при экснертнзе
1. Авторское свидетельство СССР № 118593, кл. В 22D 27/04, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| Способ получения отливок в пористых литейных формах | 1976 |
|
SU604624A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Устройство для получения отливок | 1977 |
|
SU630030A2 |
| Оснастка для вакуумной формовки | 1979 |
|
SU793695A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Способ охлаждения отливок в формах,изгОТОВлЕННыХ МЕТОдОМ ВАКууМНОй фОР-МОВКи, и OCHACTKA для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU801981A1 |
| СПОСОБ УДАЛЕНИЯ ОТЛИВОК ИЗ ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU404561A1 |