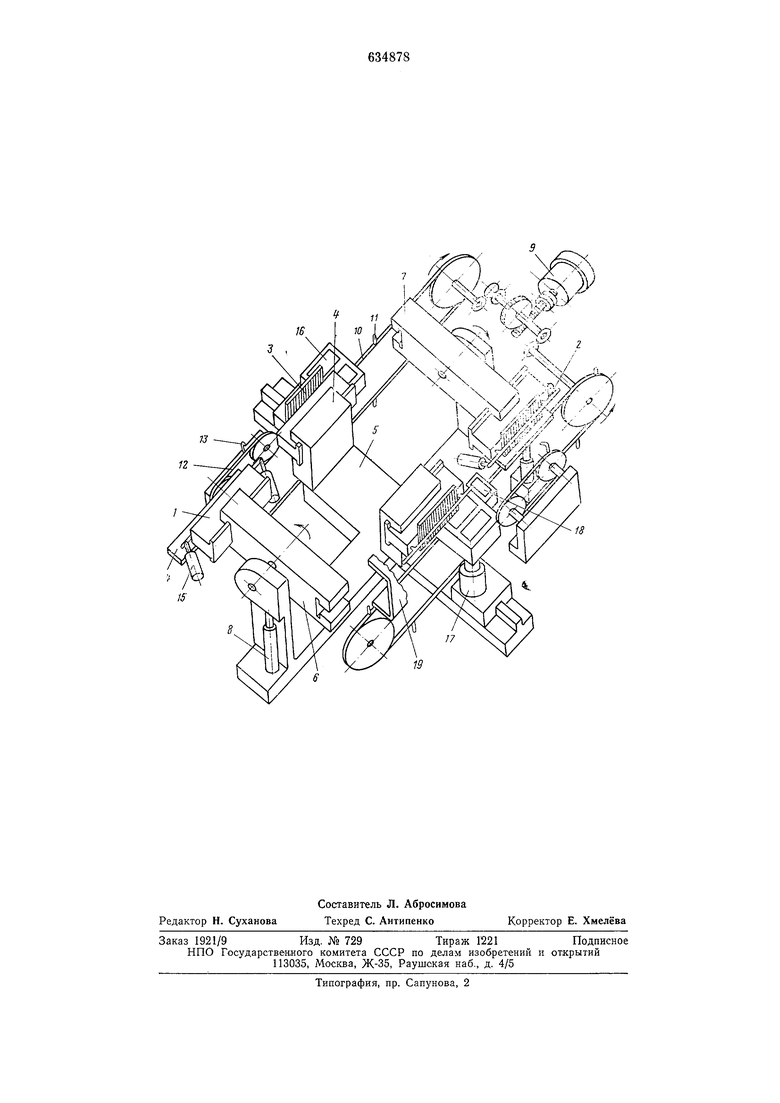
Жим, деталь фиксируется в заданном положении на тележке, а столик опускается. Загруженная тележка с помощью поводка 13 привода 12 ускоренного хода догоняет предыдущую загруженную тележку, сохраяяя заданный интервал между тележками, подхватьюается одним из поводков 11 и последовательно проходит ван1ны флюсования 18 и пайки 16. Ванна пайки устанавливается в определенном положении при помощи механизма 17 перестановки. После выхода загруженной тележки из зоны пайки и входа ее полностью в ротор 7 кантования с одной пропаянной стороной детали и выхода соответствующей загруженной тележки с двумя пропаянными сторонами из ванны 19 промывки и входа в ротор 6 разгрузки происходит кантование с помощью механизма 8 поворота, при этом две другие тележки не должны находиться ни в роторе каи.тования, ни в роторе разгрузки.
Таким образом одна из тележек переходит на другую сторону установки и непропаянная сторона детали оказывается внизу. Другая тележка с полностью пропаянной деталью оказывается в зоне разгрузки, столик поднимается. Гидроцилиндры отжимают П-образный зажим, и готовая деталь вынимается.
После кантования тележка с деталью, пропаянной с одной стороны, отстает от предыдущей на время кантования, а затем приводом ускоренного хода догоняет впереди идущую тележку и подхватывается поводком цепи, сохраняя расчетный интервал между тележками.
Предложенная установка обеспечивает непрерывный автоматический цикл пайки, исключая ручной труд в зонах пайки и флюсования.
Формула изобретения
1. Установка для пайки деталей, содержащая станину, на которой смонтированы механизмы перемещения паяемых деталей, ванны для флюсования и пайки, тележки для закрепления паяемых деталей, отличающаяся тем, что, с целью повышения производительности за счет обеспечения непрерывного процесса пайки двух сторон детали, она снабжена двумя роторными кантователями, установленными на торце
станины и механизмами ускоренного перемещения детали, установлен ными на станине кантователей.
2. Установка по п. 1, отличающаяся тем, что каждая ванна выполнена в виде
двух камер и установлена с возможностью перемещения перпендикулярно к направлению движения тележки.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 423584, кл. В 23К 3/06, 1970.
2. Авторское свидетельство СССР № 302192, кл. В 23К 3/06, 1968.
1S
3 ,
7J
X I /.: W№ V. f
V--O,. ) X . .
.%.
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| Полуавтомат для лужения контактов | 1975 |
|
SU571354A1 |
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |
| Линия пайки погружением | 1985 |
|
SU1263462A1 |
| Установка для промывки деталей | 1980 |
|
SU956070A1 |
| Автоматическое устройство для лужения | 1982 |
|
SU1142241A1 |
| Полуавтомат для пайки погружением | 1978 |
|
SU715248A1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
| Автоматическое роторное устройство для лужения | 1978 |
|
SU703261A1 |