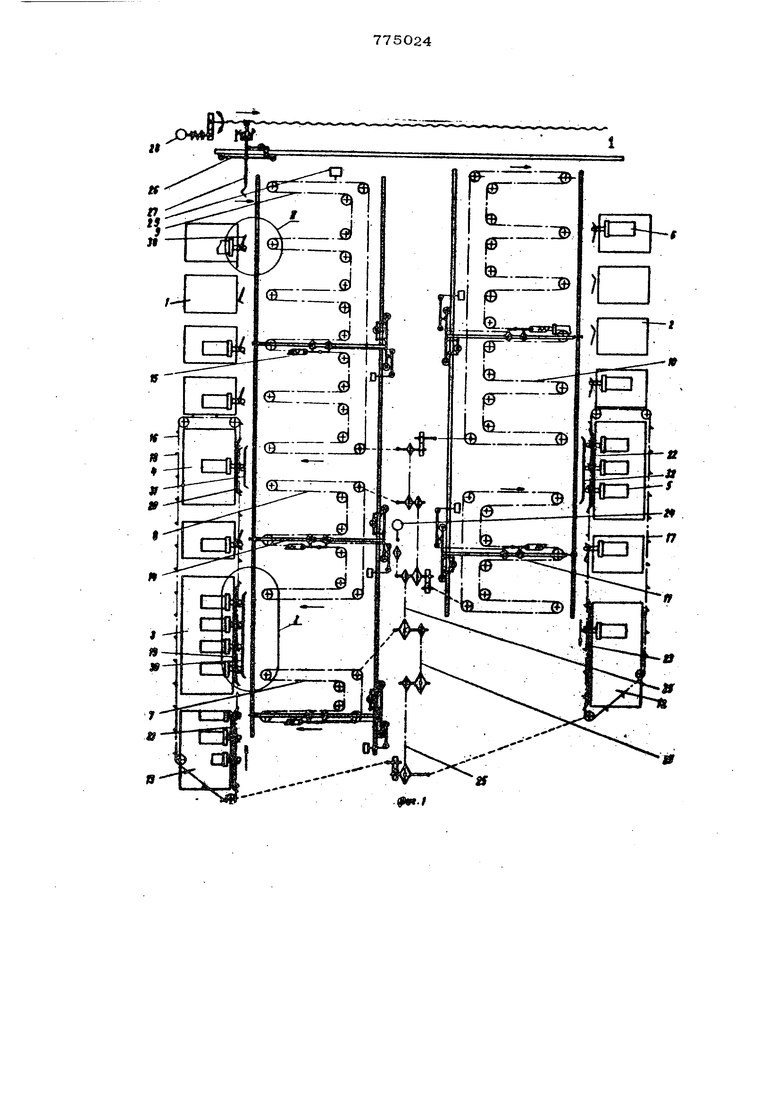
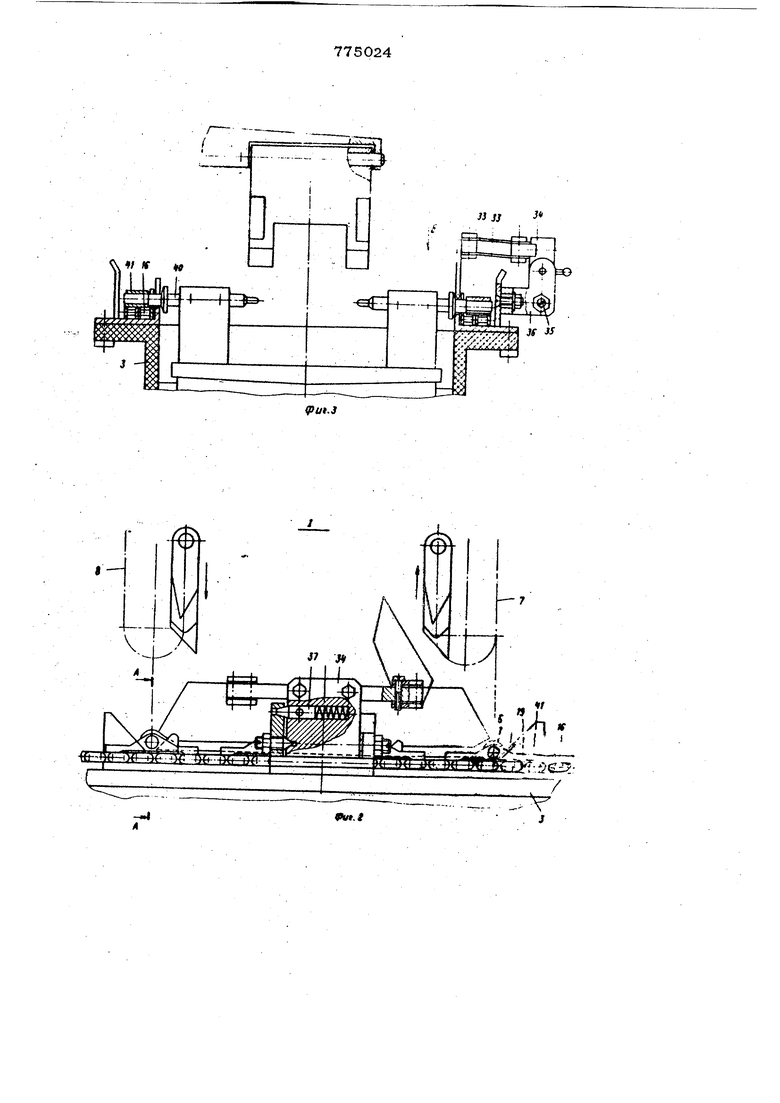
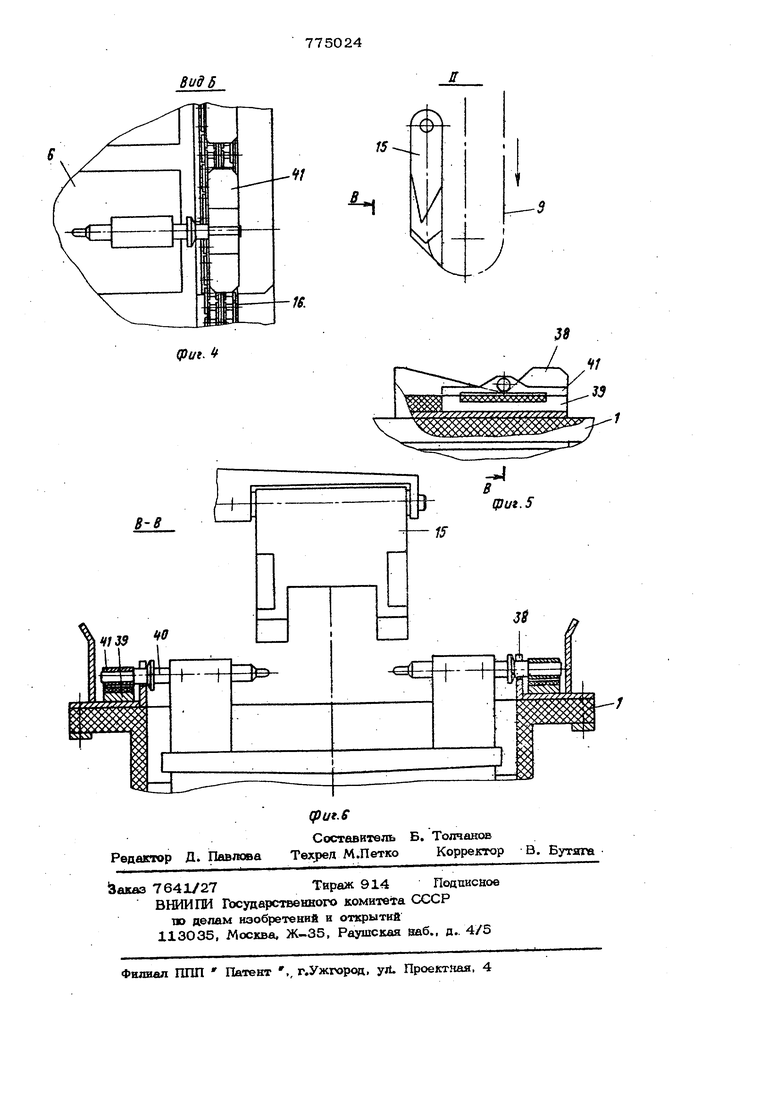
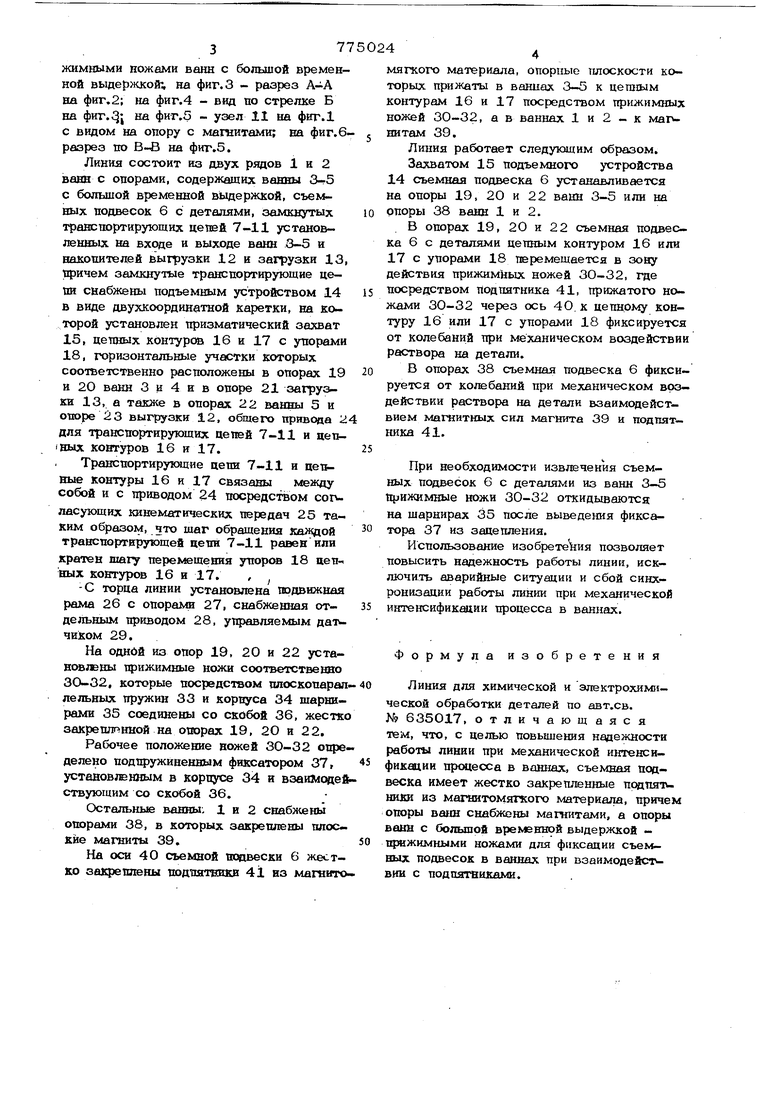
Изобретение отаюеится к транспортированию и распределению подвесок с деталя ми в линиях для химической и электрохимической обработки. Известна линия для химической и электротрохимической обработки деталей.по основному авт.св. № 635017, содержащая ва ны с опорами, расположенные по ходу тех нологического процесса, отдельные замкнутые транспортирукящие цепи с подъемным устройством, съемные подвески для деталей, опоры загрузки и выгрузки и при вод. Опоры ванн и опоры загрузки и выгрузки снабжены общим цепным контуром с упорами, кинематически связа1шыми с приводом отдельных замкнутых тра спортнрующих цепей, на входе и выходе которых установлены ванны с большой временной выдержкой и опоры загрузки и выгрузки. Шаг обращения каждой замкнутой транспортирующей цепи равен или кратен шагу перемещения упоров общего цетшого контура. Однако в известной линии при интенсификации процесса в ваннах путем пераме шивания и прокачивания раствора через детали съемные подвески в опорах вавн могут смещаться, и ось тюдвески к ходит из ЗО11Ы зацепления с захватом подъемного устройст15а. При пропуске ваын подъемным устройством нарушается синхронизация работы линии и создается аварийная ситуация. Целью изофетения является повышение надежности работы линии при механической иытенсификации процесса в ваннах. Это достигается тем, что в линии съемная подвеска имеет жестко закрепленные подпятники из магнитомягкого материала, причем опоры ванн снабжены магнитами, а опоры ванн с большой времешюй выдержкой - прижимными ножами для фиксации . прдвесок в ваннах 1фн взанмоде ствии с подпятниками. На фиг. 1 изображена развернутая кинематическая схема Л1шии; на фиг.2 - узел Г на фиг.1 с видом на опору с при77жимными ножами ванн с болыпой временной выдержкой; на фиг.З - разрез А-А на фиг.2; на фиг.4 - вид по стрелке Б на фиг.5 на фиг.5 - узел 11 на фиг.1 с видом на опору с магнитами; на фиг.бразрез по В-В на фиг.5. Линия состоит из двух рядов 1 и 2 ванн с опорами, содержащих ванны 3-5 с большой временной выдержкой, съемных подвесок 6 с деталями, замкнутых транспортирующих цепей 7-11 установленных на входе и выходе ванн 3-5 и накопителей выгрузки 12 и загрузки 13, причем замкнутые транспортирующие цепи снабжены подъемным устройством 14 в виде двухкоординатной каретки, на которой установлен призматический захват 15, цепных контуров 16 и 17 с упорами 18, горизонтальные участки которых соответственно расположены в опорах 19 и 2О ванн 3 и 4 и в опоре 21 загрузки 13, а также в опорах 22 ванны 5 и отюре 23 выгрузки 12, общего привода 2 для транспортирующих цепей 7-11 и цеп1НЫХ контуров 16 и 17. Транспортирующие цепи 7-11 и контуры 16 и 17 связаны между собой и с приводом 24 посредством сопласуюших кннематнюских передач 25 таким образом, что шаг обращения каждой транспортирующей цепи 7-11 равен или кратен шагу перемещения утгаров 18 цеп-, ных контуров 16 и 17. , I -С торца линии установлена подвижная рама 26 с опорал 27, снабженная отдельным приводом 28, управляемым дат чиком 29. На однйй из опор 19, 20 и 22 устансфлвны прижимные ножи соответственно 30-32, которые посредством плоскопараа лельных пружин 33 и корпуса 34 шарнирами 35 соединены со скйбой 36, жестк закреплпнной на опорах 19, 2О и 22. Рабочее положение ножей 30-32 опре делено подпружиненным фиксатором 37, установленным в корпусе 34 и взаиМоде ствующим со скобой 36. Остальные ванны: 102 снаб}1 ены опорами 38, в которых закреплены плоские магниты 39. На оси 40 съемной подвески 6 жестко закреплены ПОДПЯ1Ш1КВ 41 нз магнито мяпсого материала, опорные тшоскости которых прижаты в ваннах 3-5 к цегааам контурам 16 и 17 посредством прижимных ножей 30-32, а в ваннах 1 и 2 - к маг нитам 39. Линия работает следующим образом. Захватом 15 подъемного устройства 14 съемная подвеска 6 устанавливается на опоры 19, 20 и 22 ванн 3-5 или на опоры 38 ванн 1 и 2. В опорах 19, 20 и 22 съемная подвеска 6 с деталями цепным контуром 16 или 17 с упорами 18 перемещается в зону действия прижимных ножей ЗО-32, где посредством подпятника 41, прижатого ножами 30-32 через ось 4О. к цепному контуру 16 или 17 с упорами 18 фиксируется от колебаний при механическом воздействии раствора на детали. В опорах 38 съемная подвеска 6 фиксируется от колебаний при механическом воздействии раствора на детали взаимодействием магнитных сил магнита 39 и подпятника 41. При необходимости извлечения съемных подвесок 6 с деталями из ванн 3-5 Тфижимные ножи 30-32 откидываются на шарнирах 35 после выведения фиксатора 37 из зацепления. Использование изобретения позволяет повысить надежность работы линии, исключить аварийные ситуации и сбой синхронизации работы линии при механической интенсификации процесса в ваннах. Формула изобретения Линия для химической и электрохимической обработки деталей по авт.св. К 635017, отличающаяся тем, что, с целью повышения надежности работы линии при механической интенсификации npcHiecca в ваннах, съемная подвеска имеет жестко закрепленные подпяти НИКИ из магнитомяткого материала, причем опоры вшш снабжены магнитами, а опоры ванн с болыпой временной выдержкой прижимными ножами для фиксации съемных подвесок в ваннах при взаимодействии с подпятниками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для химической и электрохимической обработки деталей | 1977 |
|
SU635017A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Линия для химической и электрохимической обработки деталей | 1977 |
|
SU723014A1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Линия электрофоретического селективного декорирования изделий | 1976 |
|
SU681119A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1142386A2 |
| Конвейер для перемещения обрабатываемых изделий через ванны | 1975 |
|
SU727712A1 |
| Установка для охлаждения проката | 1981 |
|
SU954133A1 |
| Автоматическая линия для нанесения гальванопокрытий | 1991 |
|
SU1781330A1 |
| Холодильник для слябов и листового проката | 1982 |
|
SU1058656A1 |